Marcatura Laser su Metalli: principi, tecnologie e applicazioni industriali
Nel panorama della produzione industriale moderna, la marcatura laser su metallo si è affermata come lo standard di riferimento per l’identificazione permanente di componenti, semilavorati e prodotti finiti.
Non si tratta semplicemente di “scrivere” su una superficie metallica: la marcatura laser è un processo di interazione fotonica controllata con il materiale, il cui risultato dipende da una serie di parametri fisici che determinano qualità, durabilità e leggibilità del segno.
Come funziona la Marcatura Laser su Metalli
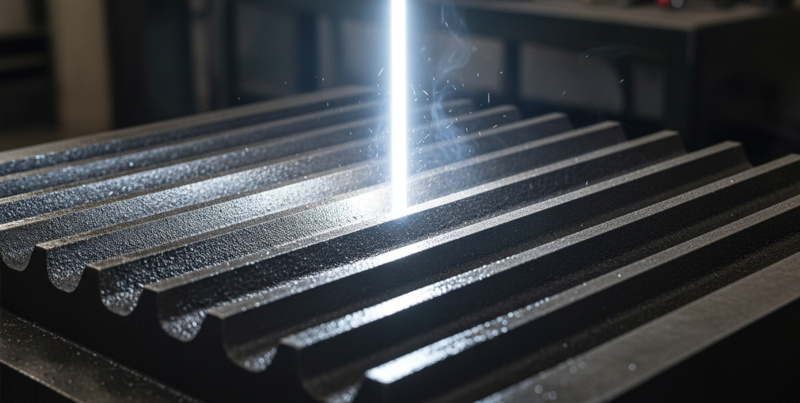
Il principio fisico della marcatura laser consiste nel focalizzare un fascio di luce coerente e monocromatica sulla superficie metallica, trasferendo energia in modo localizzato e controllato.
Il sistema di galvo-scansione — cuore della testa di marcatura — deflette il fascio tramite specchi controllati da motori galvanometrici ad alta velocità, consentendo di tracciare geometrie complesse, testi, loghi e codici con una risoluzione che può scendere a pochi micrometri.
I principali parametri di processo che il tecnico deve governare sono:
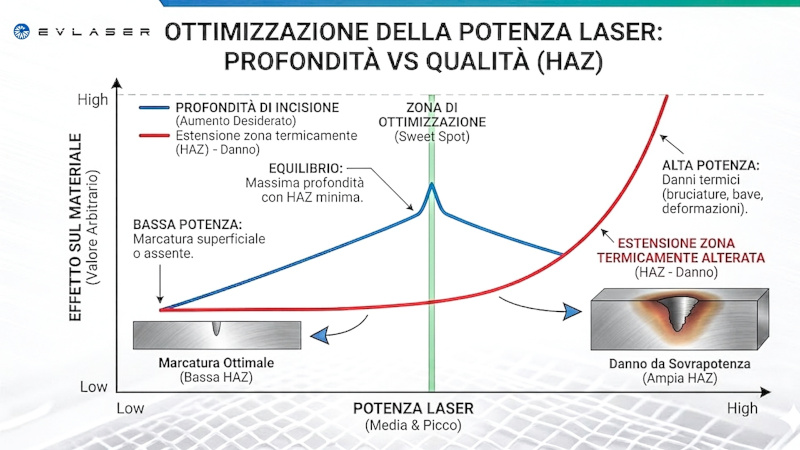
- Potenza media e potenza di picco: determinano la quantità di energia ceduta al materiale per unità di tempo. Un aumento di potenza incrementa la profondità di interazione, ma aumentano anche gli effetti termici sul materiale e l’estensione della HAZ (Heat-Affected Zone).
- Frequenza di ripetizione degli impulsi (PRR): espressa in kHz, influenza il rapporto tra energia per impulso e calore accumulato. A parità di potenza media, frequenze più basse producono impulsi più energetici, favorendo l’ablazione; frequenze elevate privilegiano effetti termici più distribuiti.
- Durata dell’impulso (pulse width): nei sistemi pulsati e Q-switched, impulsi nell’ordine dei nanosecondi o picosecondi consentono di concentrare l’energia in tempi brevissimi, riducendo la diffusione termica verso il bulk del materiale.
- Velocità di scansione: la velocità con cui il fascio percorre la superficie incide direttamente sull’energia lineare depositata e, di conseguenza, sul contrasto e sulla profondità del segno.
- Hatch spacing: la distanza tra le passate parallele nel riempimento di aree piene determina l’uniformità della superficie marcata.
Il laser a fibra, con lunghezza d’onda di 1064 nm nell’infrarosso vicino, rappresenta oggi lo standard industriale per la lavorazione dei metalli. Rispetto ai laser CO₂ (10.600 nm), la lunghezza d’onda più corta garantisce un assorbimento nettamente superiore su superfici metalliche, rendendo il processo energeticamente efficiente.
I laser UV (355 nm), pur offrendo spot di dimensioni ridottissime utili per applicazioni di micromarcatura, presentano costi di esercizio più elevati e potenze medie inferiori.
I metodi di Marcatura Laser su Metalli: differenze tecniche e applicative
Esistono diversi meccanismi fisici attraverso cui il laser interagisce con la superficie metallica, e la scelta del metodo dipende dal materiale, dal risultato estetico richiesto e dalla resistenza necessaria nel tempo.
Ossidazione controllata (marcatura nera)
Su acciai al carbonio e leghe ferrose, l’irraggiamento laser modifica la struttura superficiale per ossidazione, producendo strati di ossidi che appaiono visivamente come una marcatura scura ad alto contrasto.
Il processo è puramente termico, non ablativo: non viene rimosso materiale, ma alterata la composizione chimica superficiale. Questo consente di ottenere marcature nere nitide senza compromettere la geometria della superficie.
Annealing
Tecnica di riferimento per l’acciaio inossidabile, il processo di annealing (ricottura localizzata) sfrutta il calore del laser per produrre uno strato di ossido cromo-ferroso, con colori che variano dal dorato al blu-viola al nero, in funzione dello spessore dello strato ossidato.
Poiché non vi è ablazione, la superficie rimane integra e la marcatura è compatibile con i requisiti di biocompatibilità e di resistenza alla corrosione richiesti, ad esempio, per strumenti chirurgici e dispositivi medici.
Fusione superficiale (marcatura bianca)
A determinate combinazioni di potenza e velocità, il laser porta localmente il materiale alla fusione, creando una microstruttura solidificata con riflettività diversa rispetto al substrato.
Il risultato è un segno chiaro, tipicamente bianco-argento, ad alto contrasto su superfici scure o anodizzate.
Ablazione e incisione profonda (deep engraving)
A differenza dei processi termici descritti sopra, l’incisione laser comporta la rimozione fisica del materiale per sublimazione o vaporizzazione. I
l risultato è una cavità nella superficie, la cui profondità può variare da qualche decina di micrometri fino a diversi millimetri nel caso del deep engraving.
Questa tipologia trova impiego su stampi, targhe metalliche strutturali, componenti soggetti ad abrasione meccanica intensa dove la marcatura superficiale non garantirebbe durabilità sufficiente.
La differenza non è quindi solo estetica: marcatura e incisione rispondono a requisiti applicativi distinti, e confonderle porta a scelte tecnologiche errate.
Su quali Metalli si applica la Marcatura Laser
La marcatura laser su metallo è compatibile con un’ampia gamma di materiali, ma le caratteristiche fisiche del substrato — conduttività termica, riflettività, composizione chimica — determinano la strategia di processo ottimale.
L’acciaio inossidabile è il materiale per eccellenza nel medicale e nel food & beverage: l’annealing laser produce marcature di qualità elevata senza alterare le proprietà di resistenza alla corrosione.
Il titanio risponde in modo simile, con variazioni cromatiche ancora più marcate a seconda della temperatura raggiunta.
L’alluminio e le sue leghe presentano alta riflettività a 1064 nm e conducibilità termica elevata, il che richiede parametri di processo ottimizzati — generalmente potenze superiori o frequenze specifiche — per ottenere contrasti soddisfacenti; l’anodizzazione superficiale, paradossalmente, semplifica il processo, poiché lo strato di ossido assorbe meglio la radiazione laser.
Le leghe di rame e l’ottone sono tra i materiali più difficili da marcare a 1064 nm per via della riflessione quasi totale del fascio; in questi casi si ricorre a soluzioni specifiche o a lunghezze d’onda alternative.
I metalli preziosi — oro, argento, platino — trovano applicazione nella gioielleria tecnica e nella orologeria, dove la marcatura laser per metalli preziosi garantisce personalizzazioni micrometriche senza contatto meccanico.
I vantaggi della Marcatura Laser su Metalli — e dove richiede attenzione
Il principale vantaggio della marcatura laser è la permanenza assoluta del segno.
Non si tratta di un’etichetta o di un inchiostro soggetto a deterioramento: la marcatura è parte integrante del materiale, resistente all’abrasione meccanica, agli agenti chimici aggressivi (acidi, solventi, lubrificanti), alle alte temperature e ai cicli di sterilizzazione.
Questa durabilità è il prerequisito fondamentale per applicazioni in cui la tracciabilità del componente deve essere garantita per tutta la vita utile del prodotto.
Sul piano operativo, il marcatore laser per metalli non richiede consumabili e consente una gestione estremamente efficiente del processo.
In particolare:
- assenza di materiali di consumo (inchiostri, solventi, piastre di stampa), con conseguente riduzione dei costi operativi e delle interruzioni di linea;
- manutenzione ridotta, generalmente limitata alla pulizia dell’ottica e alla verifica periodica delle prestazioni del fascio;
- elevata velocità di scansione — i sistemi a galvo raggiungono velocità superiori a 7.000 mm/s — che permette cicli di marcatura brevi e compatibili con ritmi produttivi elevati.
Occorre però essere precisi anche sui limiti. Superfici lucidate a specchio o molto riflettenti possono causare riflessioni parassite che compromettono la qualità del segno e, in casi estremi, danneggiano l’ottica.
Metalli con elevata conducibilità termica (alluminio, rame) disperdono il calore rapidamente, rendendo più difficile accumulare energia sufficiente a produrre un segno stabile.
Su superfici trattate — verniciate, galvanizzate, passivate — la marcatura laser rimuove o modifica il rivestimento, il che può essere sia l’effetto desiderato sia un problema da gestire in fase di progettazione del processo.
Infine, su geometrie molto sottili, l’accumulo termico locale può generare deformazioni dimensionali; in questi casi si interviene frazionando la sequenza di marcatura o riducendo la potenza per passata.
Sistemi per Marcatura Laser
Scopri la Tecnologia EvlaserTracciabilità industriale: codici Datamatrix, UDI e serializzazione
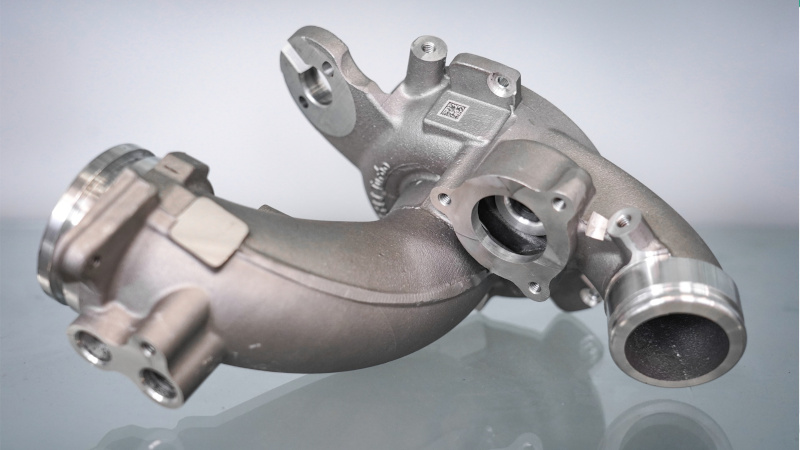
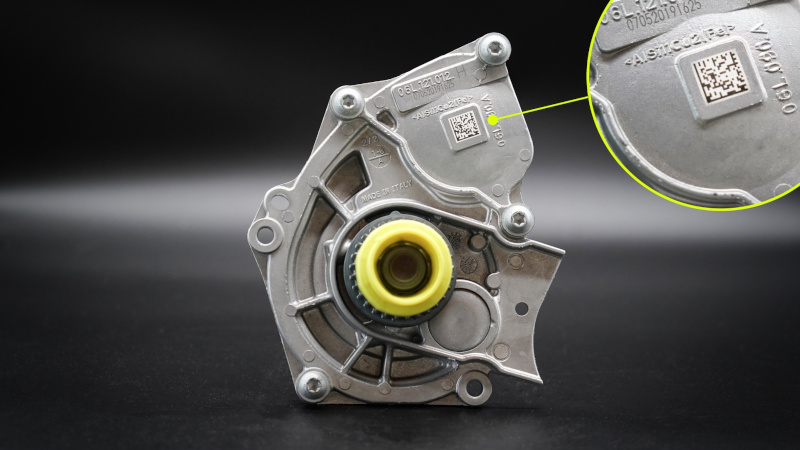
Uno degli ambiti applicativi a maggiore crescita per la marcatura laser su metalli è la tracciabilità industriale mediante codici bidimensionali.
Il codice Datamatrix — definito dallo standard ISO/IEC 16022 — è oggi il formato preferito per la marcatura diretta su componente (Direct Part Marking, DPM) grazie alla sua compattezza e alla ridondanza interna che consente la lettura anche in presenza di danni parziali.
La qualità del codice viene valutata secondo lo standard ISO/IEC 15415, che definisce parametri come contrasto assoluto, uniformità delle celle, deformazione geometrica e margine di quiet zone.
Nel settore medicale, la Unique Device Identification (UDI) prevista dal regolamento europeo MDR 2017/745 impone la marcatura permanente di dispositivi e strumenti con codici leggibili sia visivamente che da sistemi automatici di scansione.
Il laser a fibra è la tecnologia più adatta per questo scopo: la marcatura è indelebile, non altera la biocompatibilità del materiale e può essere applicata su geometrie complesse senza mascherature.
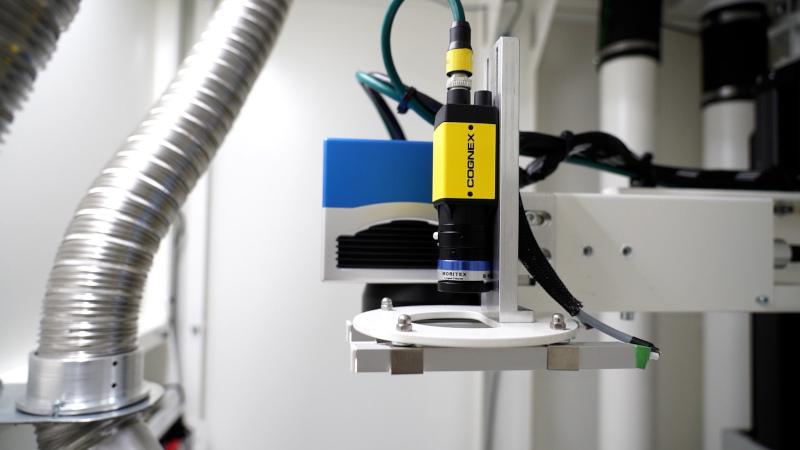
La leggibilità del Datamatrix da parte di sistemi di visione industriale dipende da parametri quali il contrasto della marcatura, la risoluzione spaziale, l’uniformità dello sfondo e l’angolo di illuminazione.
Sistemi di visione integrati a valle della stazione di marcatura consentono la verifica in linea del grado di qualità di ogni codice stampato, garantendo la conformità al grado di qualità richiesto dal cliente o dalla normativa.

Settori di applicazione
La marcatura laser su metalli trova impiego trasversale in molti settori industriali, ciascuno con requisiti specifici.
Nell’automotive, la tracciabilità di componenti — dal motore ai sistemi frenanti, dagli iniettori alle trasmissioni — è un requisito normativo e di qualità. I marcatori laser vengono integrati direttamente nelle linee di produzione, spesso in configurazione con robot antropomorfi o sistemi a portale, per la marcatura in-line ad alta cadenza senza interruzione del flusso produttivo.
Nel medicale, strumenti chirurgici, impianti ortopedici, endoscopi e contenitori per farmaci devono riportare identificativi permanenti conformi alle normative UDI. L’annealing laser su acciaio inox e titanio garantisce marcature prive di crevices o alterazioni superficiali che potrebbero compromettere la sterilizzabilità.
Nell’elettronica e micromeccanica, la necessità di marcature su superfici ridottissime — connettori, circuiti ibridi, componenti SMD in alloggiamenti metallici — richiede sistemi laser a fibra con beam quality M² prossimo a 1 e ottiche di focalizzazione a corta focale.
Il segmento promozionale e della gioielleria tecnica utilizza la marcatura laser per metalli preziosi per personalizzazioni di alto livello su orologi, penne, accessori e articoli da regalo, con risultati estetici che la meccanica tradizionale non può replicare.

Quanto costa la Marcatura Laser su Metalli
Il costo di un sistema di marcatura laser per metalli varia considerevolmente in funzione della configurazione richiesta.
Un sistema compatto da banco, con sorgente a fibra da 20-30 W destinato a produzioni limitate o prototipazione, si colloca in una fascia d’ingresso accessibile.
Sistemi integrati con movimentazione CNC multiasse, interfacce di automazione PLC, sistemi di visione e gestione della serializzazione richiedono investimenti significativamente superiori, proporzionali alla complessità dell’integrazione.
I fattori che influenzano il prezzo includono:
- la potenza della sorgente laser,
- il tipo di testa di scansione (campo di lavoro, velocità),
- la presenza di assi di movimentazione,
- la necessità di integrazione con sistemi ERP/MES per la gestione dei dati di tracciabilità,
- e il livello di automazione richiesto.
A questi si aggiunge il costo del software di controllo, che nei sistemi di fascia alta include moduli per la gestione dei font, la creazione di Datamatrix, la lettura da database e la verifica della qualità in linea.
Dal punto di vista del total cost of ownership, la marcatura laser presenta un profilo favorevole nel medio-lungo periodo:
- l’assenza di consumabili,
- la ridotta necessità di manutenzione ordinaria,
- e la longevità della sorgente laser a fibra — tipicamente 100.000 ore di funzionamento dichiarate dai principali produttori di sorgenti —
rendono il costo per pezzo marcato competitivo rispetto a tecnologie alternative già a partire da volumi di produzione medi.