Quando si parla di sabbiatura laser, si fa riferimento a un approccio sempre più diffuso nei contesti industriali per la pulizia e preparazione delle superfici.
La crescente attenzione verso qualità del trattamento, sostenibilità ambientale e integrazione nei processi automatizzati ha contribuito alla diffusione di questa tecnologia come alternativa alla sabbiatura tradizionale.
Che cos’è la Sabbiatura Laser
In ambito industriale, il termine sabbiatura laser viene utilizzato per indicare un processo di pulizia superficiale avanzato che si pone come alternativa alla sabbiatura tradizionale nei casi in cui sono richiesti maggiore controllo, selettività e qualità del risultato.
Più che una tecnologia a sé stante, si tratta di una modalità applicativa del laser cleaning che consente di intervenire su superfici metalliche e materiali tecnici riducendo l’impatto meccanico sul pezzo e migliorando la ripetibilità del processo.
Il suo utilizzo si è diffuso soprattutto nei contesti produttivi in cui la sabbiatura convenzionale mostra limiti operativi, ad esempio in presenza di tolleranze strette, requisiti ambientali stringenti o necessità di integrazione in linee automatizzate.
In questo senso, la sabbiatura laser rappresenta non solo un’evoluzione tecnologica, ma anche un cambio di approccio nella gestione dei processi di preparazione superficiale.
Per comprendere meglio le differenze operative, è utile confrontare questo approccio con la sabbiatura tradizionale.
Sabbiatura tradizionale vs Sabbiatura Laser: da un processo abrasivo a uno controllato
La sabbiatura convenzionale opera per impatto meccanico: un flusso di abrasivo (sabbia silicea, corindone, graniglia metallica, microsfere di vetro) viene proiettato ad alta velocità sulla superficie da trattare.
Il risultato dipende dalla granulometria dell’abrasivo, dalla pressione di esercizio e dall’angolo di incidenza, ma il processo in sé è per natura non selettivo: agisce su tutto ciò che investe, compreso il substrato.
Ne conseguono:
- usura progressiva degli ugelli e del circuito di convogliamento,
- produzione di polveri che richiedono sistemi di captazione e smaltimento regolamentato,
- costi ricorrenti per il reintegro dell’abrasivo,
- e limitazioni operative in ambienti confinati o in prossimità di componenti sensibili.
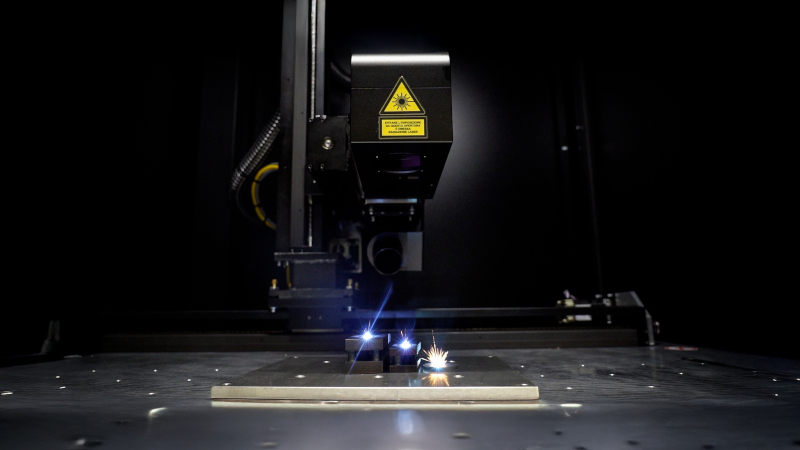
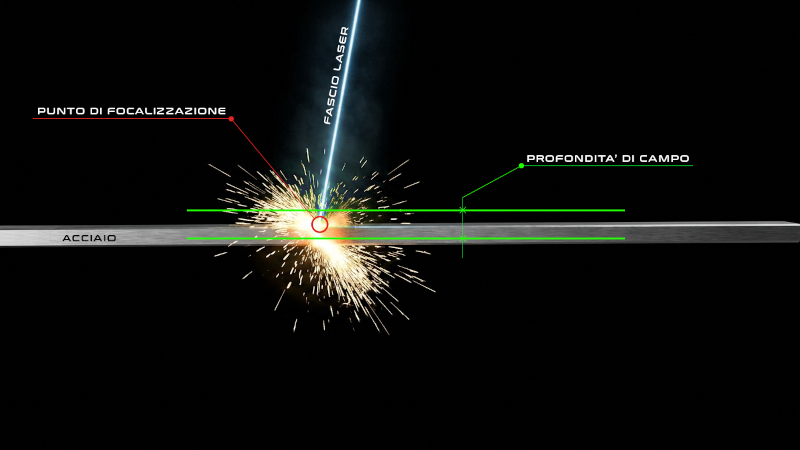
La sabbiatura laser elimina alla base queste criticità. Il processo avviene senza contatto meccanico e senza materiale abrasivo: un fascio laser pulsato, tipicamente generato da sorgenti a fibra con lunghezza d’onda di 1064 nm, viene focalizzato sulla superficie e rimuove il materiale indesiderato tramite un meccanismo di ablazione fototermica.
L’energia dell’impulso laser — erogata in finestre temporali dell’ordine dei nanosecondi — induce un riscaldamento estremamente rapido e localizzato dello strato superficiale, provocando la vaporizzazione o l’espulsione per shock termico del contaminante o dell’ossido, mentre il substrato sottostante, termicamente più conduttivo e con una soglia di ablazione più elevata, rimane sostanzialmente inalterato.
Dal punto di vista della qualità superficiale, i due processi danno esiti differenti e non sempre sostituibili. La sabbiatura meccanica produce una rugosità superficiale (Ra) tipicamente compresa tra 3 e 12 µm a seconda dell’abrasivo, con un profilo irregolare ma statisticamente uniforme, favorevole per l’ancoraggio di primer e rivestimenti.
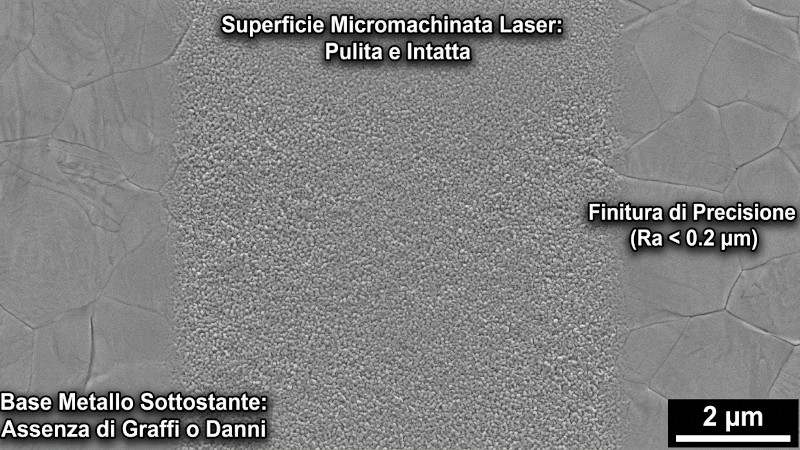
La sabbiatura laser, per contro, può ottenere superfici molto più pulite in termini chimici — praticamente esenti da residui di abrasivo o contaminanti inglobati — con rugosità controllabile entro range più stretti, ma generalmente inferiori rispetto all’abrasione meccanica aggressiva.
Questo la rende preferibile nella preparazione pre-saldatura, nel trattamento di componenti aerodinamici e in tutti i casi in cui la tolleranza geometrica del pezzo non consente asportazioni significative.
La sabbiatura tradizionale, invece, mantiene un vantaggio competitivo su grandi volumi di pezzi a basso valore aggiunto dove la velocità di processo e il costo per metro quadro sono parametri dominanti.
I vantaggi operativi della Sabbiatura Laser
I vantaggi della sabbiatura laser non si esauriscono nella qualità del risultato, ma coinvolgono aspetti legati alla sicurezza, alla sostenibilità e alla gestione del processo.
In particolare, questi benefici possono essere sintetizzati in tre ambiti principali:
- sicurezza operatore e gestione del rischio,
- sostenibilità ambientale e riduzione dei rifiuti,
- controllo del processo e precisione operativa.
Sul fronte della sicurezza operatore, i sistemi laser si classificano secondo la norma IEC 60825-1. Un laser a fibra da centinaia di watt rientra tipicamente in Classe 4, categoria che richiede misure di protezione rigorose: barriere fisiche, dispositivi di interblocco, DPI specifici e formazione certificata degli operatori.
Tuttavia, i sistemi industriali più evoluti — sabbiatrici laser progettate per l’integrazione in linea — montano la sorgente laser in ambienti completamente chiusi e schermati, con accesso controllato, portandosi di fatto a Classe 1: sicuri in condizioni di normale utilizzo senza protezioni aggiuntive per l’operatore esterno.
Questo aspetto è rilevante per chi deve valutare l’impatto sulle procedure di sicurezza aziendale esistenti.
Sul piano ambientale, l’eliminazione dell’abrasivo è il primo fattore di differenziazione.
Non si generano rifiuti di abrasivo esausto da smaltire, si riduce significativamente la produzione di polveri sospese (i residui dell’ablazione vengono catturati da sistemi di aspirazione localizzata) e si evita la contaminazione delle superfici da residui di sabbia o corindone inglobati nel reticolo metallico.
Per le aziende soggette a requisiti ambientali stringenti o che operano in settori con certificazioni specifiche, questo profilo ambientale più pulito rappresenta un valore misurabile.
Un aspetto tecnico spesso sottovalutato riguarda la tipologia di sorgente laser. Nei processi di laser cleaning industriale si preferiscono quasi invariabilmente laser pulsati rispetto ai laser a onda continua (CW).
Il motivo è fisico: con emissione pulsata, tutta l’energia viene concentrata in un impulso brevissimo (picosecondi o nanosecondi), producendo una densità di potenza di picco molto elevata — dell’ordine di 10⁷–10⁹ W/cm² — sufficiente a superare la soglia di ablazione del contaminante senza accumulare eccessivo calore nel substrato.
Un laser CW alla stessa potenza media disperderebbe il calore più gradualmente, con rischio di riscaldamento del substrato, deformazioni e riduzione della selettività.
I laser pulsati a fibra rappresentano oggi lo standard de facto per questa applicazione, con frequenze di ripetizione variabili da pochi kHz fino a centinaia di kHz e lunghezze d’impulso regolabili per adattarsi a substrati e contaminanti diversi.
Limiti operativi da considerare
Una valutazione tecnica obiettiva deve includere anche i limiti della sabbiatura laser.
In ambito industriale, questi aspetti possono essere ricondotti a tre fattori principali:
- velocità di processo su grandi superfici,
- investimento iniziale più elevato,
- maggiore complessità nella parametrizzazione.
Il principale è la velocità di processo su grandi superfici: per applicazioni estensive su strutture o lamiere di grande formato, una sabbiatrice laser portatile o un sistema fisso non raggiunge la produttività di un impianto di sabbiatura a graniglia con nastro trasportatore. I sistemi a scansione con testa galvanometrica migliorano la copertura, ma su aree di diversi metri quadri il tempo ciclo rimane superiore rispetto all’equivalente meccanico.
L’investimento iniziale è un secondo elemento da ponderare con attenzione. I costi di acquisto di un sistema laser per pulizia industriale sono sensibilmente più alti rispetto a un impianto di sabbiatura convenzionale equivalente.
Questo gap si riduce nel tempo considerando i costi operativi (nessun abrasivo, manutenzione ridotta, minori costi di smaltimento), ma richiede un orizzonte di analisi pluriennale.
Un terzo aspetto riguarda la parametrizzazione: a differenza della sabbiatura meccanica, dove i parametri chiave (pressione, granulometria, angolo) sono intuitivi, il laser cleaning richiede la definizione di energia per impulso, frequenza, velocità di scansione, diametro dello spot e numero di passate — variabili che devono essere testate e validate per ogni combinazione substrato/contaminante.
Questo si traduce in un investimento di tempo e competenza nella fase di messa a punto, che va pianificato prima dell’avvio produttivo.

Applicazioni Industriali: dove la Sabbiatura Laser esprime il suo potenziale
Tre aree applicative concentrano la maggior parte degli utilizzi industriali della sabbiatura laser. La pulizia degli stampi è un caso emblematico: gli stampi per iniezione plastica, pressofusione o stampaggio a caldo accumulano residui di materiale nelle superfici texturate e nelle cavità più fini.
La sabbiatura meccanica rischia di alterare le finiture superficiali e le tolleranze dimensionali; il laser, operando in modo selettivo e controllato, rimuove i residui senza intaccare il profilo dello stampo, permettendo cicli di pulizia più frequenti e in loco, senza smontaggio.
La rimozione della ruggine e degli strati di ossido dai metalli — sabbiatura laser dei metalli nella sua accezione più diretta — è un’altra area di forte sviluppo. Su acciai, leghe di alluminio e acciai inossidabili, il laser rimuove gli strati di ossido in modo selettivo rispetto al metallo base, con risultati chimicamente molto più puliti rispetto all’abrasione meccanica.
Questo è particolarmente rilevante nella preparazione superficiale pre-saldatura, dove la presenza di ossidi o contaminanti organici nelle zone saldate compromette la qualità del giunto e può generare porosità o inclusioni.
I test di qualità sulla saldatura (ultrasuoni, radiografia) mostrano in modo consistente un miglioramento dei risultati su superfici preparate con laser rispetto a superfici sabbiate meccanicamente.
Dal punto di vista dell’integrazione produttiva, la sabbiatura laser si presta naturalmente all’automazione. Un sistema laser può essere montato su robot antropomorfi a sei assi o su portali cartesiani, con traiettorie programmate via CAD, e integrato nelle linee di produzione tramite protocolli industriali standard (Profinet, EtherCAT) con PLC e sistemi MES.
Le celle di pulizia laser chiuse consentono di rispettare i requisiti di sicurezza Classe 1 mantenendo piena accessibilità operativa alla linea.
In contesti di produzione automatizzata, il laser può anche operare in modalità in-process, trattando il pezzo tra una fase lavorativa e l’altra senza stazioni dedicate, riducendo i tempi di ciclo complessivi.
Sistemi di Pulizia Laser
Scopri i Prodotti EvlaserSettori di applicazione principali
Il mercato della sabbiatura laser si concentra su tre macro-settori:
- Il settore automotive è il principale driver: la necessità di preparazione superficiale precisa su componenti strutturali (telai, traverse, scocche), su stampi per rivestimenti interni e su componenti della trasmissione ha spinto l’adozione di sistemi laser integrati in celle robotizzate.
- Il settore aerospaziale, dove i requisiti di qualità superficiale e tracciabilità del processo sono molto più stringenti, utilizza la pulizia laser per la rimozione di vernici e primer da componenti in alluminio e titanio, sia in fase di manutenzione che in produzione, con documentazione di processo che il laser consente di monitorare e registrare con precisione non comparabile alla sabbiatura meccanica.
- Il settore manifatturiero in senso ampio — dalla meccanica di precisione alla produzione di componenti per il settore energia — rappresenta il bacino di crescita più ampio, alimentato dall’espansione dei sistemi robotizzati e dalla pressione verso processi più sostenibili.
La pulizia laser si applica anche alla manutenzione industriale, per il trattamento di superfici di grandi impianti e strutture metalliche, in questo caso tipicamente con sabbiatrici laser portatili che consentono l’intervento in campo senza necessità di cabine di sabbiatura.
Quanto costa la Sabbiatura Laser: come valutare il TCO
Valutare il costo di un sistema di sabbiatura laser solo sul prezzo di acquisto è un approccio parziale e spesso fuorviante.
Una valutazione corretta deve tenere conto di diversi fattori che incidono sul costo complessivo nel tempo:
- configurazione del sistema e livello di automazione,
- potenza della sorgente laser e componenti integrati,
- costi operativi e manutenzione nel lungo periodo,
I sistemi più compatti, progettati per applicazioni manuali o semi-automatizzate, si posizionano su fasce di investimento inferiori rispetto ai sistemi integrati ad alta potenza per l’automazione, dove l’investimento comprende la sorgente laser, la testa di scansione, il sistema di estrazione fumi, l’integrazione robotica e il software di controllo.
La forbice è ampia e dipende da potenza della sorgente (da 50 W fino a 2000 W e oltre), grado di automazione, configurazione della cella e software di processo.
L’analisi corretta è quella del Total Cost of Ownership (TCO) su un orizzonte di 5–10 anni.
I costi operativi della sabbiatura laser sono strutturalmente più bassi:
- nessun acquisto ricorrente di abrasivo,
- consumi energetici comparabili o inferiori ai sistemi pneumatici ad alta pressione,
- costi di manutenzione ridotti (le sorgenti a fibra hanno MTBF elevati, tipicamente superiori alle 100.000 ore per la sorgente diodo),
- costi di smaltimento rifiuti quasi azzerati.
Va considerato anche il costo del fermo macchina per manutenzione e pulizia degli impianti tradizionali, che nei sistemi laser è significativamente ridotto.
Per applicazioni ad alto valore aggiunto — stampi, componenti aerospaziali, parti automotive a tolleranza stretta — il TCO del laser diventa competitivo già su orizzonti temporali relativamente brevi, specialmente se si tiene conto del valore della qualità superficiale ottenuta e della riducibilità degli scarti.
Soluzioni Laser Custom
Scopri i Prodotti EvlaserPerché il Laser può sostituire la sabbiatura: quando valutare la transizione
La sabbiatura laser non è la soluzione universale per ogni applicazione di pulizia superficiale, ma in specifici contesti industriali rappresenta la scelta tecnicamente superiore.
Chi lavora su componenti a tolleranza stretta, su superfici che devono conservare rugosità controllata, su materiali che non tollerano l’inclusione di residui abrasivi o su processi che devono essere documentati e ripetibili, ha buone ragioni per valutare concretamente la transizione.
I segnali che indicano la maturità di questa valutazione sono precisi e ricorrenti nei contesti industriali:
- il processo di sabbiatura tradizionale genera non conformità legate a residui o alterazioni geometriche,
- la manutenzione dell’impianto convenzionale incide in modo significativo sui costi operativi,
- l’azienda opera in settori soggetti a normative ambientali stringenti su polveri e smaltimento degli abrasivi,
- è in corso o prevista l’automazione di una linea in cui il laser può essere integrato senza stazioni dedicate.
In tutti questi scenari, la sabbiatura laser — o più correttamente il laser cleaning — non rappresenta un’alternativa di nicchia, ma un’evoluzione logica e misurabile del processo di preparazione superficiale.
In questo senso, la scelta tra sabbiatura tradizionale e sabbiatura laser non è solo una valutazione tecnologica, ma una decisione legata al tipo di produzione, al valore del componente trattato e agli obiettivi di qualità, efficienza e sostenibilità del processo.
LE SOLUZIONI LASER IDEALI PER LE TUE ESIGENZE
Compila il modulo per scoprire come i nostri sistemi laser industriali possono ottimizzare la tua produzione e migliorare la qualità del lavoro.
Come possiamo aiutarti?