Knowing the technology is one thing. Integrating it into a production line that never stops is another. That’s what we’ve been doing since 1978.
![]()

What laser micromachining is and how it works
The constant trend towards technological miniaturization of mechanical, optical and electronic devices will be a driver for future development. Smaller, lighter and thinner is the product development paradigm of the twenty-first century.
Laser micromachining is the main tool with which it is possible to obtain a microfabrication pushed up beyond the threshold of a single micrometer (one millionth of a meter). The basic principle for reaching these levels of precision in processing is to use the energy of the radiation almost entirely to chemically interact with the material (tear off electronic bonds), avoiding heating with thermal side effects. This procedure is called “cold ablation” and can be obtained with the latest generation ultra-short pulse (USP) sources of duration in the order of the picosecond (10-12s) or femtosecond (10-15s), which allow to transmit high energy peaks to the material in an impulsive way over time. Another major challenge for laser micromachining systems is achieving the high productivity required for high-volume industrial sectors. To do this, it is not always sufficient to increase the average power of the processing as the non-linear effects of the absorptions would create areas with a thermal effect (HAZ) in which the accuracy of the processing would be compromised. To overcome this physical drawback, we opt for the use of Burst pulses or pulse trains, which create a modulation of fluence (J / cm3) such as not to exceed the thermal threshold and to maximize the ablation speed.




Application sectors Laser micromachining
There are many sectors that use parts or products that require extremely small machining and more and more applications will be affected in the future. Let’s see some examples of applications:
Automotive micromachining
The automotive industry is a driving sector for research and also micromachining is used in various application areas. One of the most consolidated applications is that relating to the creation of holes for fuel injectors, but also for the creation of filters for diesel and petrol or for the creation of smart sensors increasingly present in our vehicles. Sports cars or emerging electric cars have brought out the need to use resistant and ultralight but difficult to work composite fibers. Ultra Fast Lasers have solved the problems related to cutting, drilling or surface processing.
Medicale micromachining
The medical sector and biotechnologies are one of the most frequent applications for laser micromachining, in particular for components relating to Microfluidics (micro-filters, micro-pumps, catheters, etc.). In addition, they are used to create:
dispenser for medicines and nebulizers, stents and transdermal patches.
Electronics micromachining
Electronics is certainly the sector that makes the most use of laser micromachining machines, in particular for the production of PCBs with micro cuts and micro holes (vias), creating screen printing foils (Solder mask Stencil), for the production of displays, for trimming electronic components, for the realization and structuring of MEMS or for the realization of RFID circuits of ever smaller dimensions.
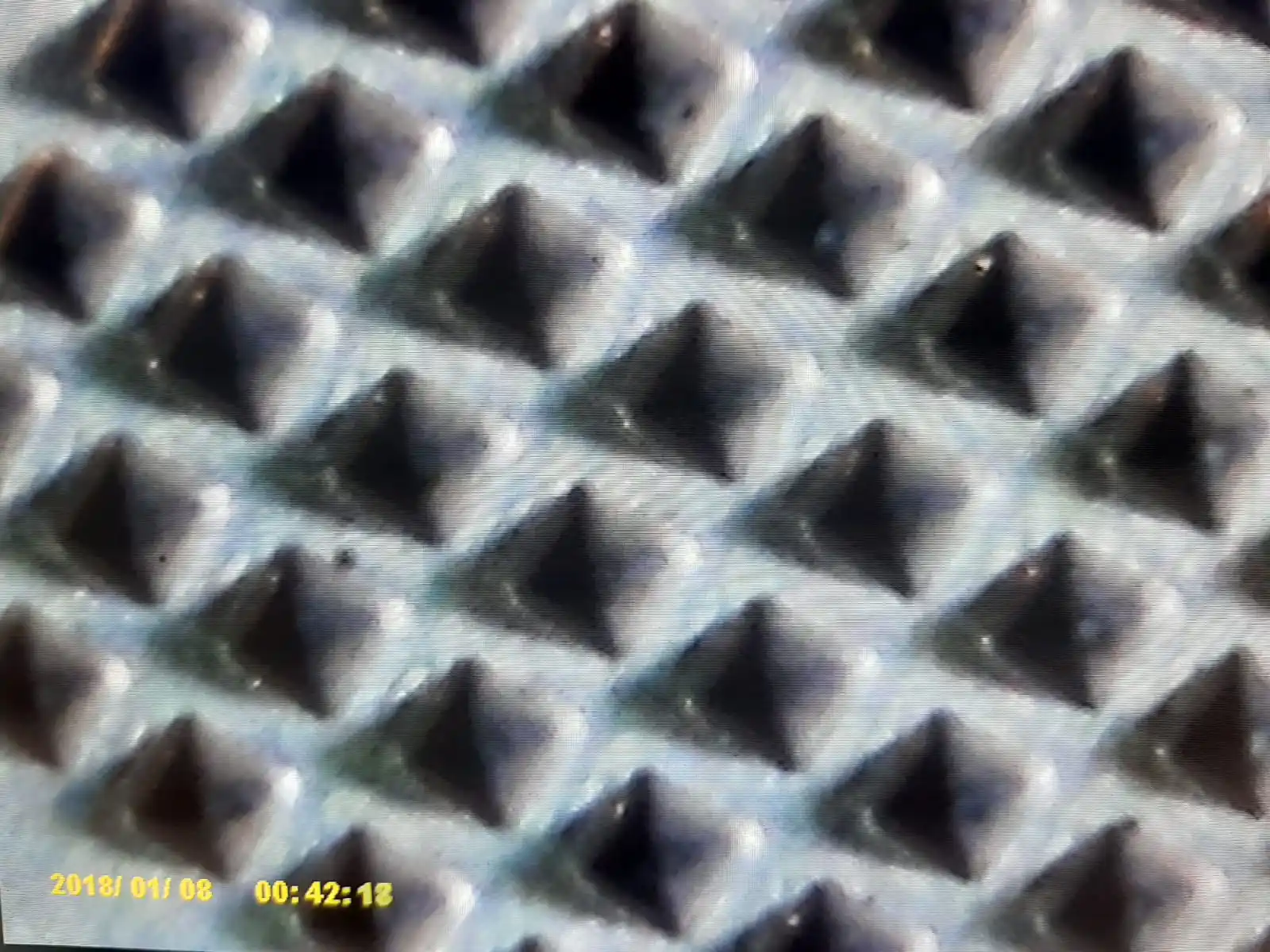
Molds
In the mold sector, laser micromachining machines are used for surface texturing. Often sectors such as automotive and consumer electronics require special surface textures to simulate the effect of the skin or to give particular sensations to the touch. These fabrications are carried out by creating molds with particular surface processing, often in 3D, which require very precise lasers.
Aerospace
Aerospace is an extreme sector for materials and technology and here too laser micromachining plays a role. Surface processing of aeronautical turbines and vanes, processing of composite materials, processing for space antennas (thin film) are just some examples of their use.
Photovoltaic & Semiconductors
In the production of semiconductor components, laser micromachining is used for the operations of silicon disks for the separation and surface structuring of the chips (dicing, scribing).
Watches
The production of watches is one of the sectors that historically have always needed micro-components. The microstructuring of gears and small parts for watches is the stuff of Laser Micromachining. In addition, micro-engravings and the aesthetic surface finishes of the cases are also other widespread applications
Biotech
This new sector has an increasing need to use laser micromachining especially for the processing of particular glasses and special laboratory filters or for the innovative implantable and non-implantable Lab on chips that are able to monitor human functions with ultra-small technologies.
Energy
Energy and the challenge to renewable resources is one of the hottest topics of our period. Laser micromachining is also used in this important sector, for the production of solar panels (thin film patterning, cleaning of conductors and panel edges).
A rapidly expanding sector is that of Lithium-ion batteries. Processes such as the cutting of electrodes and insulation, micro welding or surface processing are performed with laser micro-processing machines.
The production of low energy consumption LEDs is another popular application for scribing, dicing and laser marking.

Type of micromachining
Micro Cutting and Micro Drilling The processes that require cuts or holes in the field of micrometric measurements require ablation systems for materials with very small spots and with a laser thermal effect zone (HAZ), of limited dimensions. Furthermore, it is necessary to avoid processing residues to avoid subsequent cleaning that would waste time and reduce the precision of the processing. The manufacturing of micro components (gears, pins, levers, etc.), is also called microstructuring and cutting is a fundamental process to obtain them. As for the holes, specific shapes and geometries can be obtained according to the needs of the application, creating countersinks in inlet and outlet or extremely linear passages.
Micro aser Ablation (Micro Incision) Micro laser ablations are used to create micro incisions on the material to create patterns or simply excavations of any geometric nature. Sometimes these processes have a functional purpose and are used to change the surface characteristics of the material (wettability, water repellency, etc.). An important application related to micro ablation is the removal of thin film deposited on substrate, which has wide application for the electronic and semiconductor industries.
Micro Texturing This particular process is used to create on a surface a periodic geometry in space capable of conferring a functional or aesthetic characteristic. Surfaces can be 3D and large in size. The main use is for the production of molds for consumer electronics or automotive parts.
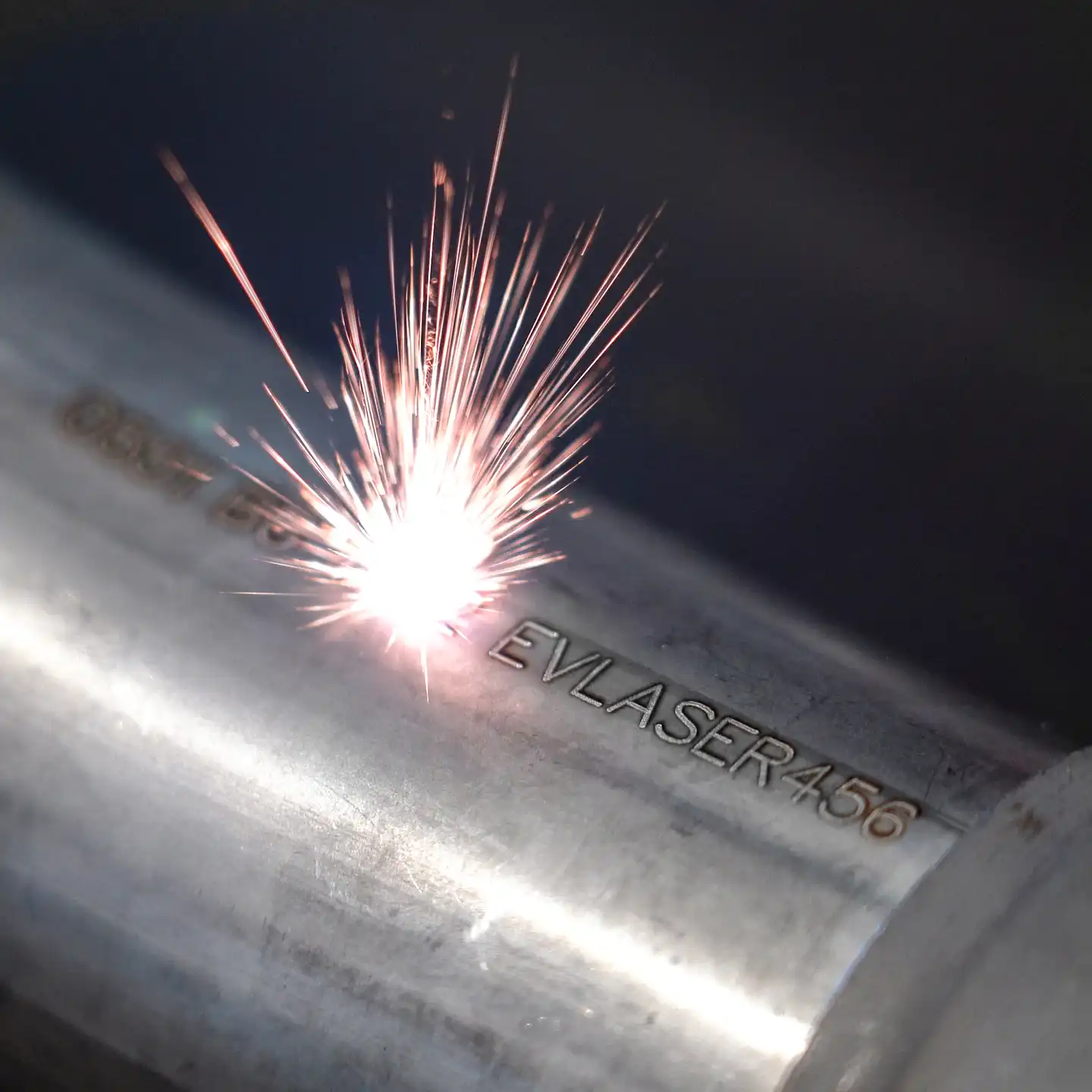
Micro Marking This process is used to put a logo or codes on small materials such as miniaturized electronic components or in a completely different sector, for the identification of diamonds.

Micromachining – Materials
Ceramic

Copper

Steel

Paper

Carbon

Cardboard

Gold

Plastic

Wood

Iron

Glass

Leather

The materials that can be used for micromachining processes are many as the interaction between matter and light occurs using ultra-short pulse sources (USP), with large pulse energy peaks that act on the chemical bonds of the materials. For this reason, there is a wide range of choice in suitable materials also thanks to the wavelengths of the usable USP lasers: UV (355nm), Green (532nm), IR (1064).
Metal Aerospace, automotive, watches (widely used also for superalloys suitable for high temperatures)
Plastic polymers Microfluidics, sensors
Glass Ceramic Hard and insulating materials (microfluidics and micro actuator sensors)
Semiconductors Electronics and photovoltaics
Why prefer laser micromachining to other technologies
Wanting to make a high-level comparison between laser and mechanical processes we can say that laser processing is a non-contact process (therefore without wear of tools or consumables), which can achieve greater precision and quality (no finishing processing necessary), to obtain smaller details, better repeatability and has the flexibility to work almost any material (for example not possible with EDM). Furthermore, the process does not involve the use of chemical agents or particular energy sources (green process).
In particular, we can see a comparison on the achievable precision levels:
Precision
- Laser: <1µm
- EDM: 100 µm (with consumables and with the need for subsequent finishing)
- Micro milling: 100 µm (with consumables and with the need for subsequent finishing)
- Chemical Etch: 200 µm (with toxic chemical material to handle)