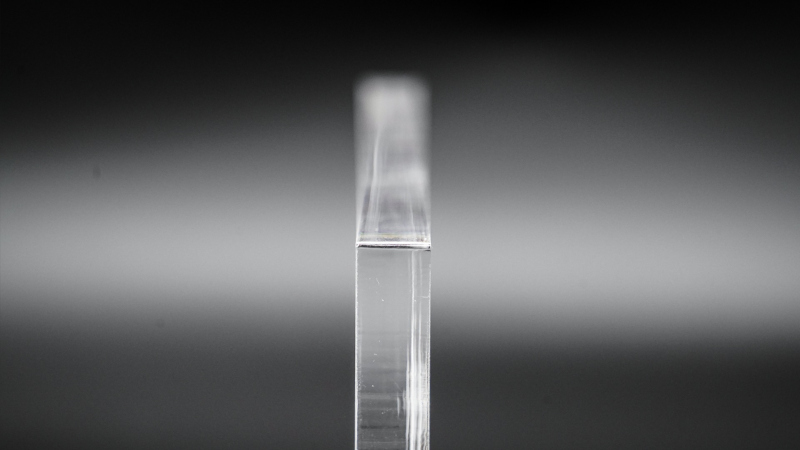
Il plexiglass — nome commerciale del polimetilmetacrilato (PMMA) — è uno dei materiali plastici più diffusi nei contesti industriali ad alta precisione. La sua combinazione di trasparenza ottica, stabilità dimensionale e lavorabilità lo rende una scelta ricorrente in settori come l’automotive, il medicale e il design industriale.
Quando si tratta di identificazione, tracciabilità e personalizzazione di componenti in PMMA, la marcatura laser su plexiglass rappresenta oggi la soluzione tecnologicamente più avanzata e affidabile.
A differenza di altri metodi di marcatura — come la serigrafia o l’incisione meccanica — il laser opera senza contatto, senza usura degli utensili e con una ripetibilità che si presta naturalmente all’integrazione in linee produttive automatizzate.
Questo articolo analizza i meccanismi di interazione laser-materiale sul PMMA, le differenze tra le tecnologie disponibili e le principali applicazioni industriali. Per chi invece lavora su plastiche tecniche in senso più ampio, è disponibile un approfondimento dedicato alla marcatura laser su plastica.
Come funziona la Marcatura Laser su Plexiglass
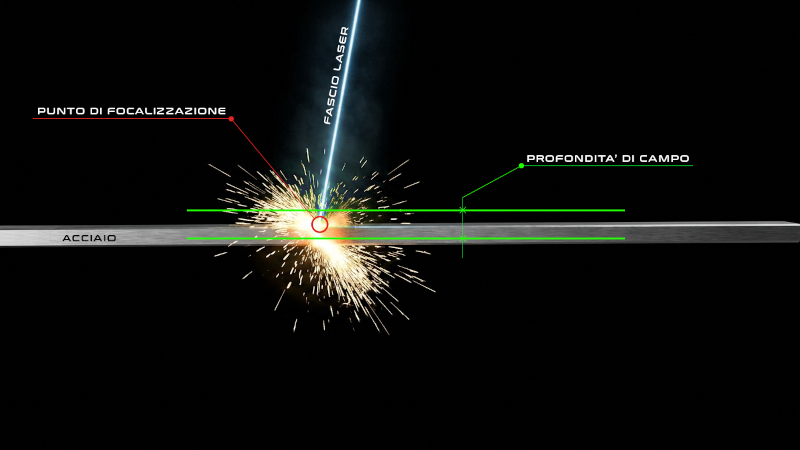
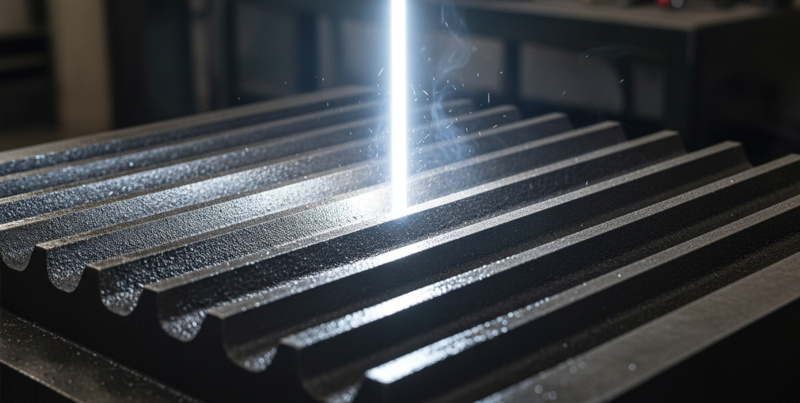
Quando un fascio laser colpisce la superficie di un pannello in PMMA, l’energia radiante viene assorbita dal materiale secondo leggi che dipendono dalla lunghezza d’onda della sorgente e dalle proprietà ottiche del polimero. Il risultato macroscopico è un’alterazione localizzata della superficie — per fusione, sublimazione o fotoablazione — che produce il segno visibile.
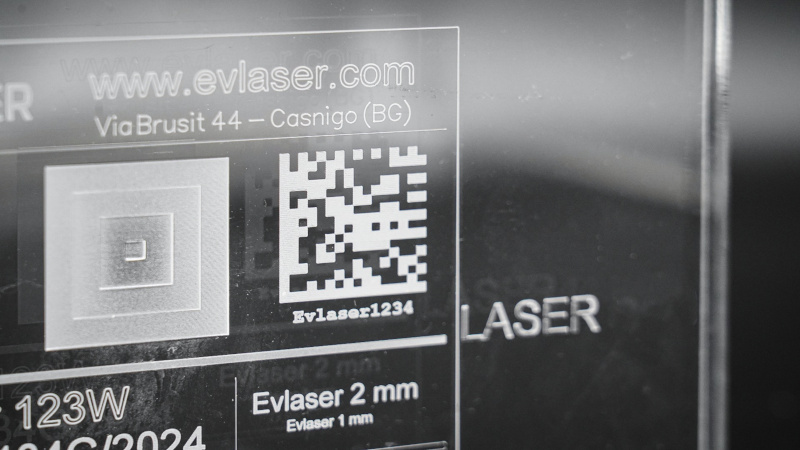
Una caratteristica peculiare del PMMA è che la marcatura laser avviene tipicamente in modalità “tono su tono“: il segno inciso non produce un contrasto cromatico netto come avviene su metallo o su certi polimeri pigmentati, ma genera una variazione di texture e riflessione che risulta leggibile, soprattutto in condizioni di illuminazione radente.
Fanno eccezione le applicazioni con laser UV, dove il processo fotochimico induce una opacizzazione superficiale che su plexiglass trasparente si traduce in un effetto bianco ben definito, con contrasto visivo significativamente più marcato.
Dal punto di vista dei parametri di processo, le variabili principali da controllare sono:
- la potenza del fascio (W),
- la velocità di scansione (mm/s),
- la frequenza di ripetizione degli impulsi (kHz),
- e la dimensione dello spot a fuoco.
Nei sistemi a testa galvanometrica — i cosiddetti sistemi galvo — la scansione è gestita da specchi controllati da motori brushless ad alta risposta dinamica, con velocità di marcatura che possono superare i 2.000 mm/s. Questo li rende la soluzione preferita per applicazioni in-line dove il tempo di ciclo è un parametro critico.
In applicazioni industriali avanzate, il controllo della qualità del bordo inciso passa anche attraverso una gestione fine della potenza media e della modulazione dell’impulso. La regolazione della frequenza influisce direttamente sulla sovrapposizione degli impulsi (pulse overlap) e quindi sull’uniformità della rimozione di materiale.
Una parametrizzazione ottimizzata consente di minimizzare fenomeni di microfrattura, stress residui e alterazioni ottiche, aspetti particolarmente rilevanti nei componenti ottici e nei dispositivi destinati a controlli dimensionali o visivi automatici.
Tipologie di Laser per la Marcatura su Plexiglass: caratteristiche e differenze
Le due tecnologie laser più utilizzate per la marcatura e l’incisione su PMMA sono il CO₂ e l’UV. Entrambe producono risultati qualitativamente accettabili in molte applicazioni industriali, ma i loro meccanismi di interazione con il materiale sono profondamente diversi, con implicazioni pratiche che diventano determinanti nei contesti ad alta precisione.
Laser CO₂ (10,6 μm)
Il laser CO₂ opera nell’infrarosso lontano, a una lunghezza d’onda di 10,6 μm. Il PMMA assorbe fortemente in questa regione dello spettro, il che rende il CO₂ particolarmente efficiente per la marcatura e per la realizzazione di scavi profondi, grazie all’elevata deposizione di energia termica nello strato superficiale.
Questo comportamento è vantaggioso per applicazioni dove è richiesta una rimozione significativa di materiale, ma comporta una zona termicamente alterata (HAZ, Heat Affected Zone) non trascurabile, con possibile rifusione dei bordi del segno e microbavature visibili ad ingrandimento.
Laser UV (355 nm)
Il laser UV opera a 355 nm, nel range degli ultravioletti. A questa lunghezza d’onda, l’interazione con il PMMA non è prevalentemente termica ma fotonica: i fotoni ad alta energia rompono direttamente i legami molecolari del polimero mediante un processo noto come fotoablazione, rimuovendo il materiale con un apporto termico nettamente inferiore rispetto al CO₂.
Questa caratteristica si traduce in una zona termicamente alterata molto ridotta, linee di incisione più nitide e una minore rifusione del materiale circostante.
L’effetto visivo che ne deriva è un’opacizzazione della superficie trattata che, su plexiglass trasparente, genera un segnale bianco ad alta leggibilità — particolarmente utile quando il componente deve essere ispezionato da sistemi di visione artificiale o letto da scanner ottici in contesti di tracciabilità automatica.
Confronto a livello macroscopico e microscopico
A livello macroscopico, la differenza tra una marcatura CO₂ e una UV su PMMA è difficilmente percepibile a occhio nudo: il risultato appare in entrambi i casi pulito e leggibile.
Il divario emerge invece in modo netto quando si osserva il segno al microscopio ottico o elettronico. Con il laser UV si riscontrano linee significativamente più sottili, bordi privi di sbavature e una definizione dei dettagli notevolmente superiore, con diametri di spot che possono scendere sotto i 20 μm nei sistemi ottimizzati.
Queste caratteristiche sono determinanti per applicazioni dove la leggibilità di codici DataMatrix ad alta densità o la qualità estetica del segno costituiscono requisiti di progetto non negoziabili.
I vantaggi della Marcatura Laser su Plexiglass
Dal punto di vista ingegneristico, i benefici della marcatura laser su plexiglass possono essere correlati direttamente a indicatori di performance produttiva.
L’assenza di utensili soggetti a usura riduce le fermate macchina non pianificate e migliora l’OEE (Overall Equipment Effectiveness), mentre la ripetibilità del processo contribuisce alla riduzione degli scarti e alla stabilità qualitativa nel lungo periodo.
In contesti ad alto volume, la prevedibilità del processo laser incide positivamente anche sui costi di manutenzione e sulla pianificazione del ciclo di vita dell’impianto.
I principali vantaggi possono essere raggruppati come segue:
- Processo senza contatto: nessun utensile a contatto con il pezzo, nessuna usura meccanica e nessun rischio di deformazione su componenti sottili o con geometrie complesse.
- Permanenza del segno: la marcatura è integrata nella struttura superficiale del materiale e non può essere rimossa con solventi o abrasione ordinaria, a differenza di etichette o stampe.
- Alta velocità e ripetibilità: i sistemi galvo consentono cadenze produttive elevate con variazione di contenuto marca per marca, ideali per la serializzazione e la tracciabilità unitaria.
- Compatibilità con sistemi di controllo qualità: la marcatura laser produce segni ad alto contrasto e geometria definita, facilmente leggibili da sistemi di visione artificiale integrati nella stessa cella produttiva.
- Flessibilità: è possibile marcare testi alfanumerici, loghi, codici a barre, DataMatrix e QR code senza cambio di attrezzatura, modificando unicamente il file di lavoro.
Scopri i prodotti Evlaser
Marcatura Laser IndustrialeSettori di Applicazione della Marcatura su PMMA
Le applicazioni industriali dell’incisione e marcatura laser su plexiglass spaziano attraverso segmenti di mercato molto diversi, accomunati dall’esigenza di un segno permanente, preciso e compatibile con le proprietà ottiche del materiale.
- Automotive: pannelli di illuminazione, diffusori ottici per gruppi ottici a LED, guide di luce e componenti di interfaccia HMI richiedono marcature permanenti per l’identificazione di componente, il riferimento di montaggio e la conformità normativa. La qualità del segno deve essere compatibile con i requisiti estetici della supply chain automotive, dove le tolleranze di accettazione sono particolarmente stringenti.
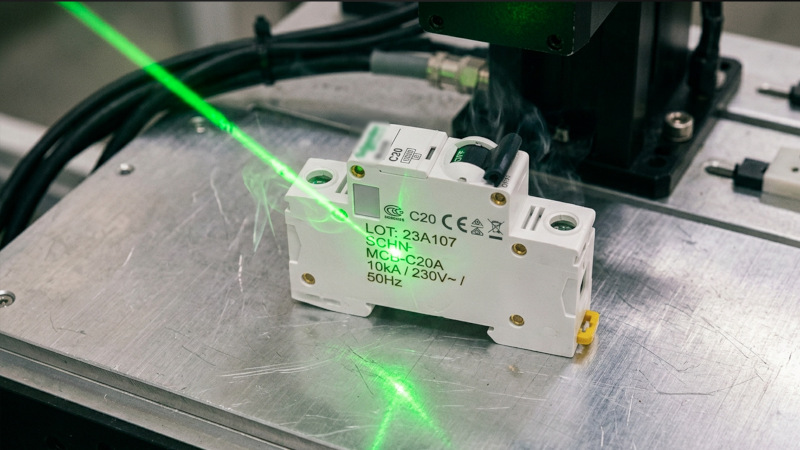
- Medicale: contenitori, vaschette, coperchi e componenti diagnostici in PMMA trasparente vengono marcati con codici di lotto, numeri seriali e simboli normativi (es. simbolo UDI secondo il Regolamento MDR 2017/745). In questo settore la marcatura laser UV è particolarmente apprezzata per la sua capacità di produrre segnali bianchi ad alta leggibilità senza alterare la biocompatibilità o l’integrità del contenitore. Nel settore medicale, oltre alla conformità normativa, la marcatura deve garantire stabilità nel tempo anche dopo cicli di sterilizzazione chimica o a gas, laddove previsti. L’assenza di inchiostri, solventi o additivi superficiali elimina il rischio di migrazione di sostanze e semplifica la validazione del processo secondo protocolli interni di qualità. La marcatura laser, integrata nei flussi di produzione tracciati, supporta inoltre la gestione della serializzazione univoca richiesta per dispositivi soggetti a identificazione UDI.
- Promozionale e design industriale: targhe, display e oggettistica in plexiglass trovano nella marcatura e nell’incisione laser uno strumento di personalizzazione ad alta risoluzione, capace di realizzare scavi profondi con profili netti o decorazioni di superficie con effetti di diffusione della luce controllata.
Quanto costa la Marcatura Laser su Plexiglass
Definire un costo unitario standard per la marcatura laser su plexiglass non è metodologicamente corretto, poiché il valore economico dell’operazione dipende da una combinazione di fattori tecnici e organizzativi che variano significativamente da applicazione ad applicazione.
È tuttavia possibile identificare le variabili principali che incidono sul costo e tracciare alcune fasce indicative di riferimento.
Di seguito i principali fattori che influenzano il costo:
- Tecnologia laser: i sistemi UV hanno un costo di investimento e di gestione (manutenzione della sorgente, ottica) superiore ai CO₂, ma offrono prestazioni qualitativamente più elevate. La scelta della tecnologia deve essere guidata dai requisiti applicativi, non solo dall’economia di acquisizione.
- Complessità e dimensione del segno: marcature semplici (numeri seriali, codici brevi) hanno tempi di ciclo molto contenuti; loghi ad alta densità grafica o scavi profondi richiedono tempi di elaborazione maggiori e incidono proporzionalmente sul costo unitario.
- Volume produttivo: in contesti di produzione seriale, l’integrazione in linea con testa galvo e gestione automatica del flusso dati riduce drasticamente il costo per pezzo rispetto a una lavorazione manuale o batch.
- Integrazione sistemistica: la connessione con MES/ERP per la gestione della serializzazione, o con sistemi di visione per la verifica post-marcatura, comporta un investimento iniziale aggiuntivo che però si ammortizza rapidamente in produzione ad alto volume.
In termini indicativi, per applicazioni industriali standard — marcatura di codici o testi su componenti in serie — il costo per pezzo si colloca generalmente in un range che va da pochi centesimi di euro (sistemi CO₂ integrati in linea, volumi elevati) a qualche decina di centesimi per applicazioni UV con requisiti di qualità elevati e volumi medi.
Sono invece dell’ordine del costo di setup e ammortamento i lavori di personalizzazione complessa o di prototipazione, dove il numero di pezzi non giustifica l’ottimizzazione del ciclo.
In ogni caso, un’analisi di fattibilità tecnico-economica condotta in base al caso specifico rimane il metodo più affidabile per dimensionare correttamente l’investimento.