Nel panorama della marcatura laser industriale, il laser verde occupa una posizione di rilievo ogni volta che i materiali da processare presentano caratteristiche ottiche che rendono le tecnologie convenzionali insufficienti.
Non si tratta di una scelta di default, ma di una soluzione tecnica precisa: quando un laser a fibra a 1064 nm o un CO₂ a 10,6 µm non riescono a garantire il contrasto necessario o rischiano di danneggiare il componente, il laser verde, con la sua lunghezza d’onda di 532 nm, entra in gioco con risultati che le alternative non possono replicare.
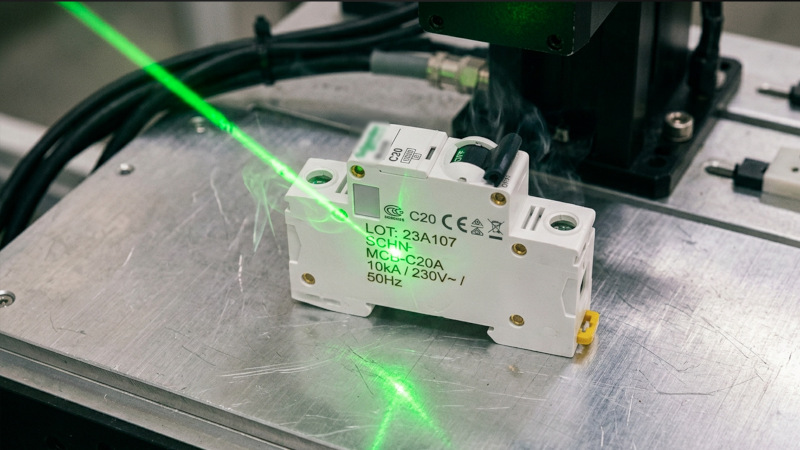
Questo è particolarmente evidente nella marcatura di plastiche tecniche nel settore elettrico, dove la leggibilità delle marcature su componenti come interruttori magnetotermici, quadri di distribuzione e dispositivi di protezione non è solo una questione estetica, ma risponde a requisiti normativi e di sicurezza precisi.
Che cos’è il Laser Verde e a cosa serve
Il laser verde è una sorgente laser che emette radiazione nella porzione visibile dello spettro elettromagnetico, attorno a 532 nm di lunghezza d’onda.
Viene generato, nella grande maggioranza delle applicazioni industriali, attraverso un processo di conversione di frequenza: un cristallo non lineare, tipicamente KTP o KDP, dimezza la lunghezza d’onda di un laser Nd:YAG o Nd:YVO₄ a 1064 nm, producendo un fascio a 532 nm attraverso un meccanismo noto come Second Harmonic Generation (SHG).
Rispetto alle altre sorgenti laser comunemente impiegate nell’industria, il laser verde si colloca in una nicchia applicativa ben definita. Non è una soluzione universale, ma è spesso la scelta corretta quando si lavora su materiali con comportamenti ottici specifici: plastiche chiare o bianche, materiali semiconduttori, metalli a specchio, vetro.
In questi casi, la lunghezza d’onda verde garantisce un tasso di assorbimento nettamente superiore rispetto all’infrarosso, con effetti sulla qualità della lavorazione che si traducono in marcature più definite e meno rischio di danneggiamento termico.

Come funziona la Marcatura Laser Verde
La marcatura laser si basa sull’interazione tra il fascio di luce e la materia. Quando il raggio colpisce la superficie di un materiale, l’energia viene assorbita e provoca modificazioni locali: ossidazione, carbonizzazione, ablazione o cambiamento di struttura cristallina, a seconda del materiale e dei parametri di processo.
Il risultato visibile è una marcatura permanente, precisa e durabile.
Il fattore critico è il coefficiente di assorbimento del materiale alla lunghezza d’onda del laser. Molte plastiche tecniche, in particolare quelle bianche o di colore chiaro usate nell’industria elettrica, hanno un assorbimento molto basso nell’infrarosso vicino (1064 nm) e molto più elevato nel verde (532 nm).
Questo significa che un laser a fibra tradizionale dovrebbe lavorare a potenze più elevate per ottenere un effetto, rischiando di fondere o deformare il componente, mentre il laser verde agisce in modo più selettivo e controllato.
Un altro aspetto tecnico rilevante riguarda la zona termicamente alterata (ZTA), ovvero la porzione di materiale attorno al punto di marcatura che viene riscaldata pur senza essere direttamente lavorata.
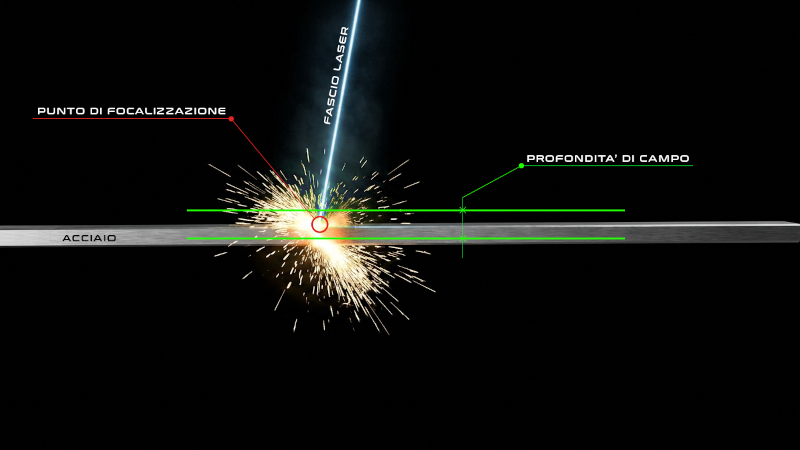
A parità di potenza assorbita, il laser verde consente di concentrare l’energia in modo più preciso grazie alla minore lunghezza d’onda, che permette una focalizzazione teoricamente più stretta (la dimensione minima dello spot è proporzionale alla lunghezza d’onda).
Il risultato è una ZTA ridotta, fondamentale quando si lavora su componenti con tolleranze dimensionali strette o materiali sensibili al calore.

I vantaggi del Laser Verde nella Marcatura Industriale
La scelta di un laser verde in ambito industriale non dipende da valutazioni generiche, ma da parametri tecnici ben definiti legati all’interazione tra lunghezza d’onda e materiale.
In specifiche condizioni produttive, in particolare nella lavorazione di plastiche tecniche chiare, questa tecnologia offre prestazioni difficilmente raggiungibili con sorgenti a fibra o CO₂.
Un primo elemento distintivo riguarda il comportamento ottico dei materiali. Le plastiche bianche, le resine epossidiche e molti polimeri tecnici presentano un assorbimento significativamente più elevato nel visibile rispetto all’infrarosso.
Alla lunghezza d’onda di 532 nm, una quota maggiore dell’energia laser viene quindi convertita in effetto utile, riducendo le dispersioni termiche e migliorando l’efficienza complessiva del processo.
I principali vantaggi tecnici si possono sintetizzare nei seguenti punti:
- Marcatura ad alto contrasto su plastiche tecniche, anche di colore chiaro o bianco, senza necessità di additivi chimici fotosensibili aggiuntivi nella mescola.
- Zona termicamente alterata ridotta, con meno rischio di deformazioni, sbavature o alterazioni dimensionali sui componenti.
- Diametro di spot inferiore rispetto a un laser a fibra alla stessa ottica di focalizzazione, grazie alla lunghezza d’onda dimezzata, con conseguente maggiore risoluzione geometrica della marcatura.
- Compatibilità con materiali sensibili al calore: polimeri tecnici ad alte prestazioni (PA, PBT, PC, ABS e varianti), spesso usati nella componentistica elettrica, rispondono meglio al laser verde rispetto al laser a fibra o CO₂.
- Riduzione degli scarti di produzione in contesti dove il danno termico è un problema ricorrente con altre sorgenti laser.

Come si usa il Laser Verde: applicazioni, contesti e materiali
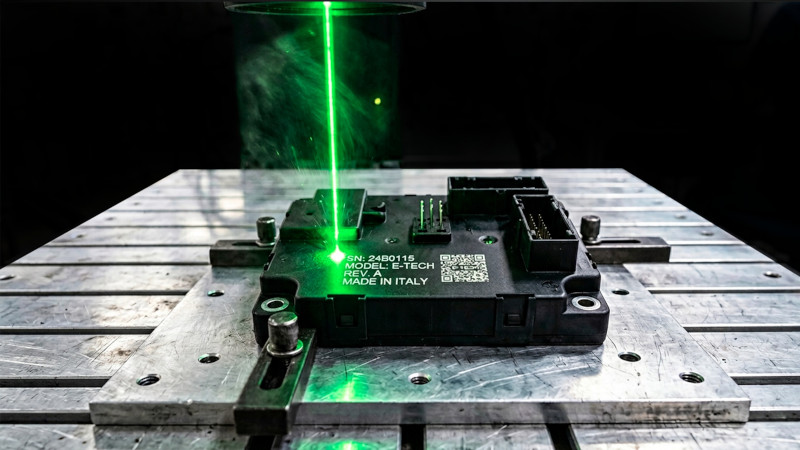
Il laser verde trova il suo impiego più consolidato nella marcatura di componenti in materiale polimerico con esigenze di leggibilità elevata e integrità fisica del pezzo.
In ambito industriale, il settore elettrico e dell’automazione è quello che ne beneficia maggiormente, ma non è il solo.
Un caso applicativo emblematico è la marcatura di interruttori magnetotermici e differenziali, relè, contattori e quadri di distribuzione.
Questi componenti sono quasi sempre realizzati in plastiche tecniche di colore chiaro — bianco, grigio, avorio — su cui è necessario imprimere informazioni come codici identificativi, rating elettrici, numeri di serie, loghi e simboli normativi.
La marcatura deve essere leggibile, durevole nel tempo e resistente alle pulizie con solventi. Il laser verde garantisce questi requisiti in modo nativo, senza l’aggiunta di additivi o pre-trattamenti superficiali.
I materiali che rispondono meglio alla lavorazione con laser a luce verde includono:
- Poliammide (PA) e polibutilene tereftalato (PBT), tra i più diffusi nell’industria elettrica per resistenza termica e meccanica.
- Policarbonato (PC) e ABS, impiegati nella realizzazione di involucri, pannelli di controllo e quadri elettrici.
- Polimeri a base epossidica e materiali compositi con cariche minerali, usati in componenti ad alto isolamento.
- Alcuni metalli trattati superficialmente o in lega con elevata riflettività all’infrarosso, come il rame e alcune leghe di alluminio.
- Vetro e substrati semi-trasparenti, in applicazioni meno comuni ma tecnicamente possibili.
Al di là dell’elettrico, il laser verde viene impiegato in elettronica per la marcatura di PCB e componenti SMD, in medicale per la marcatura di dispositivi in materiale polimerico sterile, e in ottica di precisione per la lavorazione di superfici riflettenti.
Scopri le Soluzioni Evlaser
Marcatura Laser IndustrialeSettori di applicazione
La distribuzione applicativa del laser verde riflette le sue caratteristiche fisiche: viene scelto dove altri laser falliscono o producono risultati sub-ottimali.
I settori in cui questa tecnologia è più diffusa comprendono:
- Industria elettrica ed elettrotecnica: marcatura di interruttori, relè, morsettiere, componenti di bassa e media tensione, quadri modulari. In questo segmento, la normativa IEC e i requisiti CE impongono marcature durevoli e leggibili per la tracciabilità del prodotto e la sicurezza dell’utente finale.
- Elettronica e microelettronica: marcatura di wafer in silicio, substrati ceramici, componenti passivi e attivi di piccole dimensioni dove la precisione sub-millimetrica è determinante.
- Medicale e farmaceutico: marcatura di dispositivi in polimero tecnico con esigenze di tracciabilità (conformità a regolamenti UDI), dove la pulizia del processo — senza residui, senza contaminanti — è essenziale.
- Automotive: marcatura di componenti interni e connettori in plastica, spesso in PA o PC, che richiedono resistenza alle alte temperature e agli agenti chimici.
- Fotovoltaico e semiconduttori: lavorazione e marcatura di celle solari e substrati per dispositivi optoelettronici.
Quanto costa la Marcatura con Laser Verde
Il costo di un sistema di marcatura laser verde è strutturalmente superiore rispetto a un laser a fibra convenzionale, principalmente perché la generazione della seconda armonica richiede cristalli ottici non lineari di alta qualità e ottiche di precisione aggiuntive.
Questo si traduce in un costo macchina più elevato, ma anche in minore efficienza energetica complessiva rispetto a un laser a fibra equivalente in potenza.
I fattori che influenzano il costo di un sistema industriale includono:
- Potenza media e tipologia della sorgente: i sistemi pulsati nanosecondo sono i più diffusi nelle applicazioni di marcatura, con potenze tipicamente comprese tra 5 e 20 W; sistemi picosecondo o femtosecondo, che operano anch’essi a 532 nm, hanno costi significativamente superiori.
- Integrazione in linea o sistema stand-alone: un sistema di marcatura integrato in una linea di produzione automatizzata ha costi di progettazione, installazione e validazione che possono superare di gran lunga il costo della sorgente laser stessa.
- Requisiti di marcatura: frequenza di operazione, dimensione del campo di lavoro, velocità di marcatura e qualità richiesta incidono sulla scelta dell’ottica di scansione e del sistema di controllo.
- Manutenzione e vita utile del cristallo non lineare: a differenza del laser a fibra, il laser verde ha componenti ottici soggetti a degradazione che vanno monitorati e sostituiti con una certa periodicità.
Per quanto riguarda il costo per lavorazione, è difficile generalizzare senza conoscere i parametri specifici dell’applicazione.
In contesti di produzione in serie, come la marcatura automatizzata di interruttori su linea, il costo unitario di marcatura è contenuto e si ammortizza rapidamente grazie all’alta velocità di processo.
In applicazioni più complesse o a basso volume, incide maggiormente la quota di ammortamento dell’impianto.
In ogni caso, per applicazioni dove il laser verde è la scelta tecnicamente corretta, il confronto con le alternative non va fatto solo sul prezzo macchina, ma anche sui costi di non qualità: scarti, rilavorazioni e non conformità normative che tecnologie meno adeguate possono generare.
Laser per ogni Settore
Soluzioni Laser personalizzateFAQ
Qual è la differenza tra laser rosso e laser verde in ambito industriale?
In contesto industriale, la differenza principale è il comportamento ottico dei due fasci a contatto con i materiali. Il laser rosso industriale emette tipicamente attorno a 640–660 nm (nei sistemi diodo) o come variante del Nd:YAG, ma raramente viene usato per la marcatura; il laser verde a 532 nm ha un coefficiente di assorbimento significativamente più elevato su plastiche chiare e materiali semiconduttori. Questo si traduce in una marcatura più efficiente, con meno apporto termico complessivo e maggiore contrasto su materiali difficili. In sintesi: non è una questione di visibilità del fascio, ma di come il materiale risponde fisicamente alla lunghezza d’onda specifica.
Qual è la lunghezza d’onda del laser verde e perché è importante?
Il laser verde industriale emette a 532 nm, esattamente la metà della lunghezza d’onda del laser Nd:YAG a 1064 nm da cui viene generato tramite conversione di frequenza. Questa posizione nello spettro visibile è rilevante per due motivi: primo, molti materiali plastici e polimerici assorbono la luce verde in modo molto più efficiente rispetto all’infrarosso, rendendo la lavorazione più controllata; secondo, la lunghezza d’onda inferiore consente una focalizzazione teoricamente più precisa dello spot laser, con un diametro minimo proporzionale a λ. Il CO₂ a 10,6 µm, all’altro estremo, è ottimo per materiali organici non metallici ma non può essere focalizzato con la stessa risoluzione. Il laser a fibra a 1064 nm è la soluzione più versatile ed economica, ma su materiali otticamente chiari cede il passo al verde.
Quali materiali sono più adatti alla marcatura con laser verde?
I materiali che traggono maggior beneficio dalla marcatura con laser verde sono quelli con bassa assorbanza nell’infrarosso e coefficiente di assorbimento più elevato nel visibile. In ambito industriale, rientrano in questa categoria le plastiche tecniche bianche o chiare come PA, PBT, PC e ABS — largamente usate nell’industria elettrica — oltre a materiali semiconduttori come il silicio, il vetro, il rame e alcune leghe di alluminio ad alta riflettività. Sono materiali che con un laser a fibra richiederebbero parametri aggressivi — con rischio di danni termici — oppure non produrrebbero marcature con contrasto sufficiente.
Quando conviene scegliere un laser verde rispetto a un laser a fibra?
La scelta del laser verde rispetto al laser a fibra è motivata da ragioni tecniche precise, non da preferenze generali. Conviene orientarsi verso il laser verde quando: il materiale da marcare è una plastica chiara o bianca su cui il laser a fibra a 1064 nm non riesce a produrre contrasto sufficiente; quando il componente è sensibile al calore e una ZTA ampia causerebbe deformazioni o incompatibilità dimensionali; quando la risoluzione della marcatura deve essere sub-millimetrica e il diametro di spot del laser a fibra non è sufficiente. Se invece si lavora su acciaio, acciaio inox o alluminio anodizzato in grande volume, il laser a fibra rimane la scelta più efficiente dal punto di vista energetico e del costo di esercizio. La decisione corretta si prende sempre dopo un’analisi del materiale, dei requisiti di marcatura e del volume produttivo.