Green Laser: technology, advantages and applications in industrial marking
In the field of industrial laser marking, the green laser plays a key role whenever the materials to be processed have optical characteristics that make conventional technologies insufficient.
This is not a default choice, but a precise technical solution: when a 1064 nm fiber laser or a 10.6 µm CO₂ laser cannot guarantee the required contrast or risk damaging the component, the green laser, with its 532 nm wavelength, comes into play with results that alternatives cannot replicate.
This is particularly evident in the marking of engineering plastics in the electrical sector, where the readability of markings on components such as circuit breakers, distribution boards and protection devices is not just an aesthetic matter, but meets specific regulatory and safety requirements.
What is a Green Laser and what is it used for
The green laser is a laser source that emits radiation in the visible portion of the electromagnetic spectrum, around 532 nm wavelength.
In the vast majority of industrial applications, it is generated through a frequency conversion process: a non-linear crystal, typically KTP or KDP, halves the wavelength of a 1064 nm Nd:YAG or Nd:YVO₄ laser, producing a 532 nm beam through a mechanism known as Second Harmonic Generation (SHG).
Compared to other laser sources commonly used in industry, the green laser occupies a well-defined application niche. It is not a universal solution, but is often the right choice when working on materials with specific optical behaviors: light or white plastics, semiconductor materials, mirror-like metals, glass.
In these cases, the green wavelength ensures a significantly higher absorption rate compared to infrared, with effects on processing quality that result in sharper markings and reduced risk of thermal damage.

How Green Laser Marking works
Laser marking is based on the interaction between the light beam and matter. When the beam hits the surface of a material, the energy is absorbed and causes local modifications: oxidation, carbonization, ablation or crystal structure change, depending on the material and process parameters.
The visible result is a permanent, precise and durable marking.
The critical factor is the material absorption coefficient at the laser wavelength. Many engineering plastics, especially light-colored or white ones used in the electrical industry, have very low absorption in the near infrared (1064 nm) and much higher absorption in green (532 nm).
This means that a traditional fiber laser would need to operate at higher power to achieve an effect, risking melting or deforming the component, while the green laser acts in a more selective and controlled way.
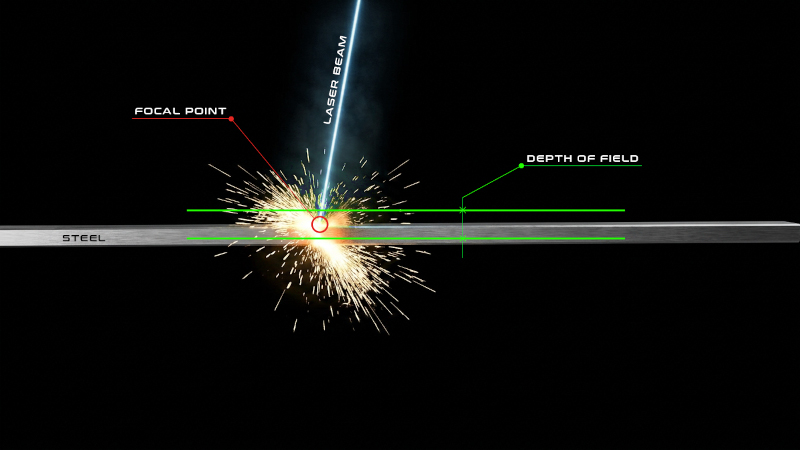
Another relevant technical aspect concerns the heat affected zone (HAZ), i.e. the portion of material around the marking point that is heated without being directly processed.
At equal absorbed power, the green laser allows more precise energy concentration thanks to the shorter wavelength, enabling theoretically tighter focusing (the minimum spot size is proportional to the wavelength).
The result is a reduced HAZ, essential when working on components with tight dimensional tolerances or heat-sensitive materials.

The advantages of Green Laser in Industrial Marking
The choice of a green laser in industrial applications is not based on generic considerations, but on well-defined technical parameters related to the interaction between wavelength and material.
Under specific production conditions, particularly in the processing of light-colored engineering plastics, this technology offers performance that is difficult to achieve with fiber or CO₂ sources.
A first distinguishing element concerns the optical behavior of materials. White plastics, epoxy resins and many engineering polymers show significantly higher absorption in the visible range compared to infrared.
At 532 nm wavelength, a greater portion of laser energy is therefore converted into useful effect, reducing thermal losses and improving the overall efficiency of the process.
The main technical advantages can be summarized as follows:
- High-contrast marking on engineering plastics, including light-colored or white ones, without the need for additional photosensitive chemical additives in the material compound.
- Reduced heat affected zone, with lower risk of deformation, burrs or dimensional alterations on components.
- Smaller spot diameter compared to a fiber laser with the same focusing optics, thanks to the halved wavelength, resulting in higher geometric resolution of the marking.
- Compatibility with heat-sensitive materials: high-performance engineering polymers (PA, PBT, PC, ABS and variants), often used in electrical components, respond better to green laser than to fiber or CO₂ lasers.
- Reduction of production scrap in contexts where thermal damage is a recurring issue with other laser sources.

How Green Laser is used: applications, contexts and materials
The green laser finds its most established use in the marking of polymer-based components with high readability requirements and physical integrity of the part.
In industrial environments, the electrical and automation sector benefits the most, but it is not the only one.
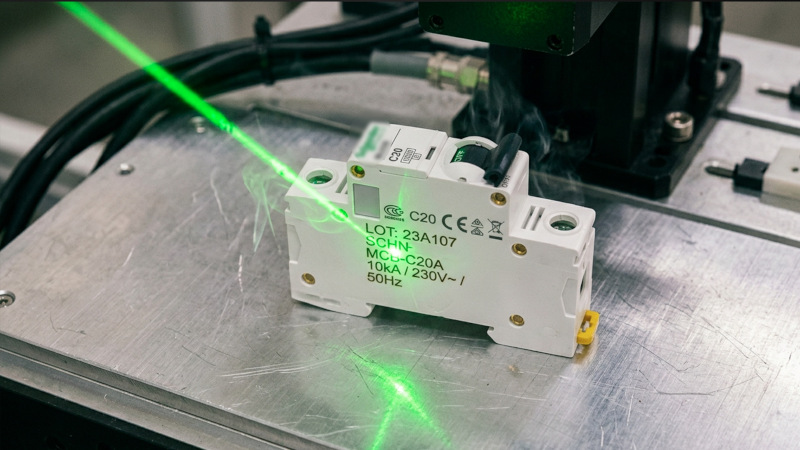
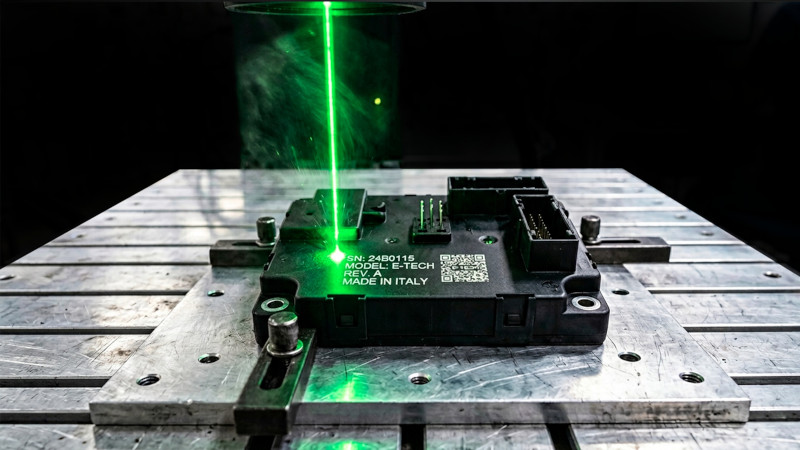
A typical application case is the marking of circuit breakers and residual current devices, relays, contactors and distribution boards.
These components are almost always made of light-colored engineering plastics — white, grey, ivory — on which information such as identification codes, electrical ratings, serial numbers, logos and regulatory symbols must be applied.
The marking must be readable, durable over time and resistant to cleaning with solvents. The green laser ensures these requirements natively, without the addition of additives or surface pre-treatments.
The materials that respond best to green laser processing include:
- Polyamide (PA) and polybutylene terephthalate (PBT), among the most widely used in the electrical industry for thermal and mechanical resistance.
- Polycarbonate (PC) and ABS, used in the manufacture of enclosures, control panels and electrical cabinets.
- Epoxy-based polymers and composite materials with mineral fillers, used in high-insulation components.
- Some surface-treated or alloy metals with high infrared reflectivity, such as copper and certain aluminum alloys.
- Glass and semi-transparent substrates, in less common but technically feasible applications.
Beyond the electrical sector, the green laser is used in electronics for marking PCBs and SMD components, in the medical field for marking sterile polymer devices, and in precision optics for processing reflective surfaces.
Discover Evlaser Solutions
Industrial Laser MarkingApplication sectors
The application distribution of the green laser reflects its physical characteristics: it is chosen where other lasers fail or produce sub-optimal results.
The sectors where this technology is most widespread include:
- Electrical and electrotechnical industry: marking of circuit breakers, relays, terminal blocks, low and medium voltage components, modular panels. In this segment, IEC standards and CE requirements impose durable and readable markings for product traceability and end-user safety.
- Electronics and microelectronics: marking of silicon wafers, ceramic substrates, passive and active components of small size where sub-millimeter precision is crucial.
- Medical and pharmaceutical: marking of technical polymer devices with traceability requirements (UDI compliance), where process cleanliness — no residues, no contaminants — is essential.
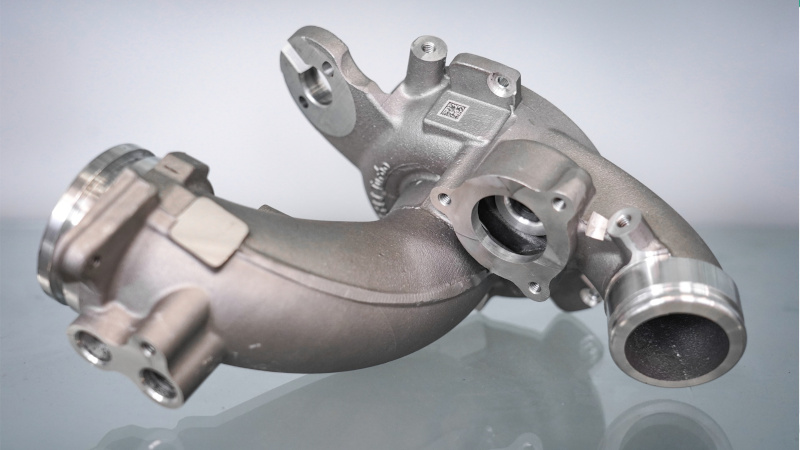
- Automotive: marking of internal components and plastic connectors, often in PA or PC, requiring resistance to high temperatures and chemicals.
- Photovoltaics and semiconductors: processing and marking of solar cells and substrates for optoelectronic devices.
How much Green Laser Marking costs
The cost of a green laser marking system is structurally higher than a conventional fiber laser, mainly because second harmonic generation requires high-quality non-linear optical crystals and additional precision optics.
This results in a higher machine cost, as well as lower overall energy efficiency compared to an equivalent power fiber laser.
The factors influencing the cost of an industrial system include:
- Average power and type of source: nanosecond pulsed systems are the most common in marking applications, typically with power between 5 and 20 W; picosecond or femtosecond systems, also operating at 532 nm, have significantly higher costs.
- In-line integration or stand-alone system: a marking system integrated into an automated production line has design, installation and validation costs that can far exceed the cost of the laser source itself.
- Marking requirements: operating frequency, working field size, marking speed and required quality influence the choice of scanning optics and control system.
- Maintenance and lifetime of the non-linear crystal: unlike fiber lasers, green lasers have optical components subject to degradation that must be monitored and periodically replaced.
As for processing cost, it is difficult to generalize without knowing the specific parameters of the application.
In mass production contexts, such as automated marking of circuit breakers on a line, the unit marking cost is low and quickly amortized thanks to high process speed.
In more complex or low-volume applications, the system amortization component has a greater impact.
In any case, for applications where the green laser is the technically correct choice, the comparison with alternatives should not be based only on machine price, but also on non-quality costs: scrap, rework and regulatory non-compliance that less suitable technologies may generate.
Laser for Every Industry
Custom Laser SolutionsFAQ
What is the difference between red laser and green laser in industrial applications?
In industrial contexts, the main difference lies in the optical behavior of the two beams when interacting with materials. The industrial red laser typically emits around 640–660 nm (in diode systems) or as a variant of Nd:YAG, but it is rarely used for marking; the green laser at 532 nm has a significantly higher absorption coefficient on light plastics and semiconductor materials. This results in more efficient marking, with lower overall heat input and higher contrast on difficult materials. In short: it is not a matter of beam visibility, but of how the material physically responds to the specific wavelength.
What is the wavelength of the green laser and why is it important?
The industrial green laser emits at 532 nm, exactly half the wavelength of the 1064 nm Nd:YAG laser from which it is generated through frequency conversion. This position in the visible spectrum is relevant for two reasons: first, many plastic and polymer materials absorb green light much more efficiently than infrared, making the process more controlled; second, the shorter wavelength allows theoretically more precise focusing of the laser spot, with a minimum diameter proportional to λ. CO₂ at 10.6 µm, at the opposite end, is excellent for non-metallic organic materials but cannot be focused with the same resolution. The 1064 nm fiber laser is the most versatile and cost-effective solution, but on optically clear materials it gives way to the green laser.
Which materials are best suited for green laser marking?
The materials that benefit most from green laser marking are those with low absorption in the infrared and higher absorption in the visible range. In industrial contexts, these include light or white engineering plastics such as PA, PBT, PC and ABS — widely used in the electrical industry — as well as semiconductor materials such as silicon, glass, copper and some highly reflective aluminum alloys. These are materials that with a fiber laser would require aggressive parameters — with risk of thermal damage — or would not produce markings with sufficient contrast.
When should you choose a green laser instead of a fiber laser?
The choice of a green laser over a fiber laser is driven by precise technical reasons, not general preferences. It is advisable to choose a green laser when: the material to be marked is a light or white plastic on which a 1064 nm fiber laser cannot produce sufficient contrast; when the component is heat-sensitive and a wide HAZ would cause deformation or dimensional incompatibility; when marking resolution must be sub-millimetric and the fiber laser spot size is not sufficient. If, on the other hand, you are working on steel, stainless steel or anodized aluminum in large volumes, the fiber laser remains the most efficient choice in terms of energy and operating cost. The correct decision is always made after analyzing the material, marking requirements and production volume.