Laser Marking on Metals: principles, technologies and industrial applications
In the landscape of modern industrial manufacturing, laser marking on metal has established itself as the benchmark standard for the permanent identification of components, semi-finished parts, and finished products.
It is not simply about “writing” on a metal surface: laser marking is a process of controlled photonic interaction with the material, whose outcome depends on a series of physical parameters that determine the quality, durability, and readability of the mark.
How Laser Marking on Metals works
The physical principle of laser marking consists of focusing a coherent and monochromatic beam of light onto the metal surface, transferring energy in a localized and controlled manner.
The galvo scanning system — the core of the marking head — deflects the beam through mirrors controlled by high-speed galvanometric motors, enabling the system to trace complex geometries, text, logos, and codes with a resolution that can reach just a few micrometers.
The main process parameters that the operator must control are:
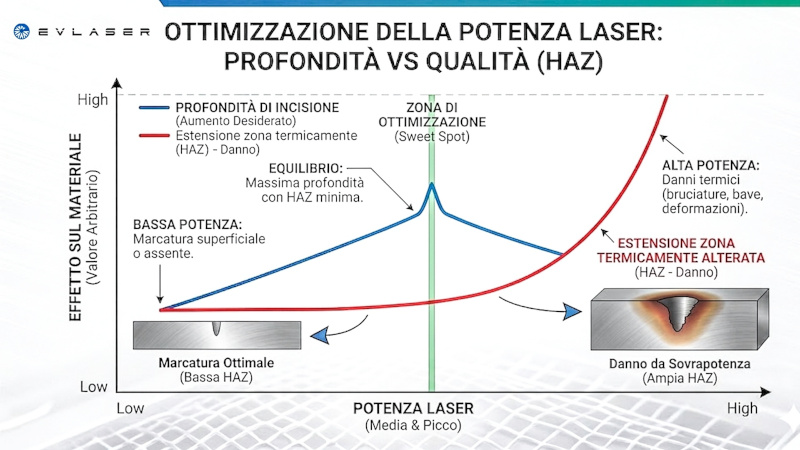
- Average power and peak power: determine the amount of energy delivered to the material per unit of time. Increasing power increases the interaction depth, but also raises thermal effects on the material and expands the HAZ (Heat-Affected Zone).
- Pulse Repetition Rate (PRR): expressed in kHz, it influences the relationship between energy per pulse and accumulated heat. At the same average power, lower frequencies produce more energetic pulses, favoring ablation; higher frequencies favor more distributed thermal effects.
- Pulse duration (pulse width): in pulsed and Q-switched systems, pulses in the nanosecond or picosecond range allow energy to be concentrated in extremely short times, reducing thermal diffusion into the bulk material.
- Scanning speed: the speed at which the beam moves across the surface directly affects the linear energy deposited and, consequently, the contrast and depth of the mark.
- Hatch spacing: the distance between parallel passes when filling solid areas determines the uniformity of the marked surface.
The fiber laser, with a wavelength of 1064 nm in the near-infrared range, is today the industrial standard for metal processing. Compared to CO₂ lasers (10,600 nm), the shorter wavelength ensures significantly higher absorption on metal surfaces, making the process more energy-efficient.
UV lasers (355 nm), while offering extremely small spot sizes useful for micromarking applications, have higher operating costs and lower average power.
Laser Marking on Metals methods: technical and application differences
There are several physical mechanisms through which the laser interacts with the metal surface, and the choice of method depends on the material, the required aesthetic result, and the long-term durability.
Controlled oxidation (black marking)
On carbon steels and ferrous alloys, laser irradiation modifies the surface structure through oxidation, producing oxide layers that appear visually as a high-contrast dark mark.
The process is purely thermal, not ablative: no material is removed, but the surface chemical composition is altered. This allows for sharp black markings without compromising the surface geometry.
Annealing
The reference technique for stainless steel, the annealing process (localized heat treatment) uses laser heat to produce a chromium-iron oxide layer, with colors ranging from gold to blue-violet to black, depending on the thickness of the oxidized layer.
Since no ablation occurs, the surface remains intact, and the marking complies with biocompatibility and corrosion resistance requirements, for example, in surgical instruments and medical devices.
Surface melting (white marking)
At certain combinations of power and speed, the laser locally melts the material, creating a solidified microstructure with different reflectivity compared to the substrate.
The result is a light-colored mark, typically white-silver, with high contrast on dark or anodized surfaces.
Ablation and deep engraving
Unlike the thermal processes described above, laser engraving involves the physical removal of material through sublimation or vaporization.
The result is a cavity in the surface, whose depth can range from a few tens of micrometers up to several millimeters in the case of deep engraving.
This method is used for molds, structural metal plates, and components subject to intense mechanical abrasion, where surface marking would not ensure sufficient durability.
The difference is therefore not only aesthetic: marking and engraving address different application requirements, and confusing them leads to incorrect technological choices.