Laser Marking on Plexiglass: technologies, parameters and Industrial integration

Plexiglass — the trade name for polymethyl methacrylate (PMMA) — is one of the most widely used plastic materials in high-precision industrial environments. Its combination of optical transparency, dimensional stability, and machinability makes it a recurring choice in sectors such as automotive, medical, and industrial design.
When it comes to identification, traceability, and customization of PMMA components, laser marking on plexiglass now represents the most technologically advanced and reliable solution.
Unlike other marking methods — such as screen printing or mechanical engraving — laser technology operates without contact, without tool wear, and with a level of repeatability that naturally lends itself to integration into automated production lines.
This article analyzes the mechanisms of laser–material interaction on PMMA, the differences between available technologies, and the main industrial applications. For those working more broadly with technical plastics, an in-depth article dedicated to laser marking on plastic is also available.
How Laser Marking on Plexiglass works
When a laser beam strikes the surface of a PMMA panel, the radiant energy is absorbed by the material according to principles that depend on the source wavelength and the optical properties of the polymer. The macroscopic result is a localized surface modification — through melting, sublimation, or photoablation — that produces the visible mark.
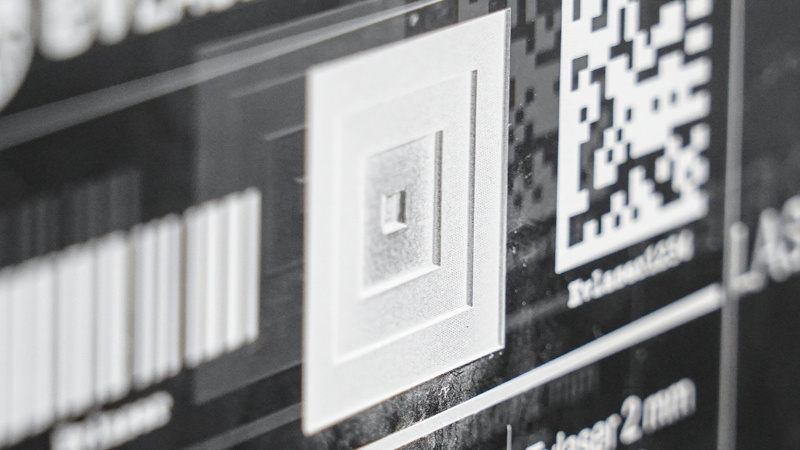
A distinctive feature of PMMA is that laser marking typically occurs in “tone-on-tone” mode: the engraved mark does not create strong color contrast as it does on metal or certain pigmented polymers, but instead generates a variation in texture and reflectivity that remains readable, especially under grazing light conditions.
Exceptions include applications using UV lasers, where the photochemical process induces surface opacification that, on transparent plexiglass, results in a well-defined white effect with significantly higher visual contrast.
From the perspective of process parameters, the main variables to control are:
- beam power (W),
- scanning speed (mm/s),
- pulse repetition frequency (kHz),
- and focused spot size.
In galvanometer head systems — the so-called galvo systems — scanning is managed by mirrors controlled by high-dynamic-response brushless motors, with marking speeds that can exceed 2,000 mm/s. This makes them the preferred solution for in-line applications where cycle time is a critical parameter.
In advanced industrial applications, control of engraved edge quality also involves fine management of average power and pulse modulation. Frequency adjustment directly affects pulse overlap and therefore the uniformity of material removal.
Optimized parameterization makes it possible to minimize microfractures, residual stress, and optical alterations, aspects that are particularly relevant in optical components and devices intended for automatic dimensional or visual inspection.
Laser Types for Marking on Plexiglass: features and differences
The two most widely used laser technologies for marking and engraving PMMA are CO₂ and UV. Both deliver qualitatively acceptable results in many industrial applications, but their interaction mechanisms with the material are fundamentally different, with practical implications that become decisive in high-precision contexts.
CO₂ Laser (10.6 μm)
The CO₂ laser operates in the far infrared, at a wavelength of 10.6 μm. PMMA strongly absorbs energy in this spectral region, making CO₂ particularly efficient for marking and deep engraving, thanks to the high deposition of thermal energy in the surface layer.
This behavior is advantageous for applications requiring significant material removal, but it also results in a non-negligible heat-affected zone (HAZ), with possible edge remelting and micro-burrs visible under magnification.
UV Laser (355 nm)
The UV laser operates at 355 nm, in the ultraviolet range. At this wavelength, interaction with PMMA is not predominantly thermal but photonic: high-energy photons directly break the polymer’s molecular bonds through a process known as photoablation, removing material with significantly lower thermal input compared to CO₂.
This results in a much smaller heat-affected zone, sharper engraving lines, and reduced remelting of the surrounding material.
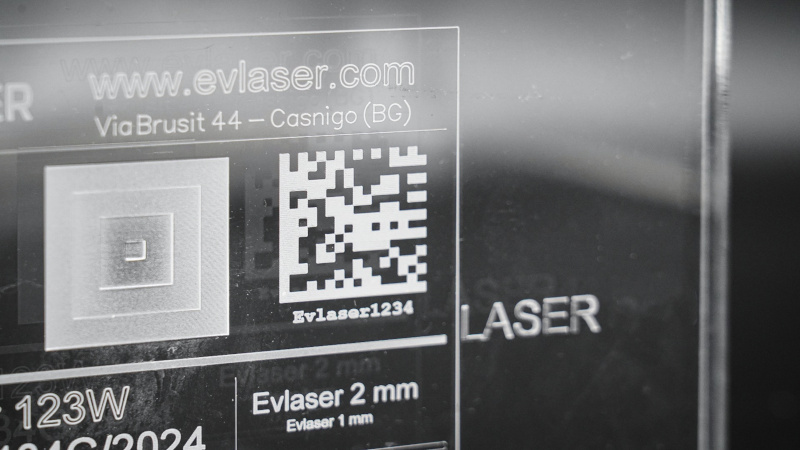
The resulting visual effect is a surface opacification which, on transparent plexiglass, generates a highly readable white mark — particularly useful when the component must be inspected by machine vision systems or read by optical scanners in automated traceability environments.
Macroscopic and microscopic comparison
At the macroscopic level, the difference between CO₂ and UV marking on PMMA is hardly noticeable to the naked eye: in both cases, the result appears clean and readable.
The gap becomes clear, however, when observing the mark under an optical or electron microscope. With UV lasers, lines are significantly thinner, edges are free from burrs, and detail definition is markedly superior, with spot diameters that can drop below 20 μm in optimized systems.
These characteristics are crucial for applications where high-density DataMatrix code readability or aesthetic mark quality are non-negotiable design requirements.
Advantages of Laser Marking on Plexiglass
From an engineering standpoint, the benefits of laser marking on plexiglass can be directly correlated with production performance indicators.
The absence of wear-prone tools reduces unplanned machine downtime and improves OEE (Overall Equipment Effectiveness), while process repeatability contributes to scrap reduction and long-term quality stability.
In high-volume environments, process predictability also positively impacts maintenance costs and plant lifecycle planning.
The main advantages can be summarized as follows:
- Contactless process: no tool in contact with the part, no mechanical wear, and no risk of deformation on thin or complex-geometry components.
- Permanent marking: the mark is integrated into the material’s surface structure and cannot be removed by solvents or ordinary abrasion, unlike labels or printed inks.
- High speed and repeatability: galvo systems enable high production rates with variable content from part to part, ideal for serialization and unit traceability.
- Compatibility with quality control systems: laser marking produces high-contrast, well-defined marks that are easily readable by machine vision systems integrated into the same production cell.
- Flexibility: alphanumeric text, logos, barcodes, DataMatrix, and QR codes can be marked without changing equipment, simply by modifying the working file.
Discover Evlaser Products
Industrial Laser MarkingApplication Sectors for PMMA Marking
Industrial applications of laser engraving and marking on plexiglass span diverse market segments, united by the need for a permanent, precise mark compatible with the material’s optical properties.
- Automotive: lighting panels, optical diffusers for LED assemblies, light guides, and HMI interface components require permanent markings for component identification, assembly reference, and regulatory compliance. Mark quality must meet the aesthetic requirements of the automotive supply chain, where acceptance tolerances are particularly stringent.
- Medical: containers, trays, lids, and diagnostic components in transparent PMMA are marked with batch codes, serial numbers, and regulatory symbols (e.g., UDI symbol according to MDR Regulation 2017/745). In this sector, UV laser marking is particularly valued for its ability to produce highly readable white marks without altering biocompatibility or container integrity. Beyond regulatory compliance, marking must also ensure long-term stability after chemical or gas sterilization cycles, where applicable. The absence of inks, solvents, or surface additives eliminates the risk of substance migration and simplifies process validation according to internal quality protocols. Integrated into traceable production flows, laser marking also supports the management of unique serialization required for UDI-identified devices.
- Promotional and industrial design: plaques, displays, and plexiglass objects leverage laser marking and engraving as a high-resolution customization tool, capable of producing deep engravings with sharp profiles or surface decorations with controlled light diffusion effects.
Cost of Laser Marking on Plexiglass
Defining a standard unit cost for laser marking on plexiglass is not methodologically correct, as the economic value of the operation depends on a combination of technical and organizational factors that vary significantly from one application to another.
However, it is possible to identify the main variables affecting cost and outline indicative reference ranges.
Below are the main cost-driving factors:
- Laser technology: UV systems have higher investment and operating costs (source maintenance, optics) than CO₂, but offer superior qualitative performance. Technology selection should be driven by application requirements, not solely by acquisition cost.
- Mark complexity and size: simple markings (serial numbers, short codes) have very short cycle times; high-density logos or deep engravings require longer processing times and proportionally impact unit cost.
- Production volume: in serial production environments, in-line integration with a galvo head and automated data flow management drastically reduces cost per part compared to manual or batch processing.
- System integration: connection to MES/ERP systems for serialization management, or to vision systems for post-marking verification, involves an additional initial investment that is quickly amortized in high-volume production.
Indicatively, for standard industrial applications — marking codes or text on serial components — the cost per part generally ranges from a few euro cents (in-line integrated CO₂ systems, high volumes) to several tens of cents for UV applications with high quality requirements and medium volumes.
More complex customization or prototyping work typically falls within setup and amortization costs, where the number of parts does not justify full cycle optimization.
In any case, a technical and economic feasibility analysis based on the specific application remains the most reliable method for properly sizing the investment.