- Home
- >
- Academy
- >
- Marcatura Laser 3D: come funziona la testa di scansione con spostamento dinamico del fuoco
Marcatura Laser 3D: come funziona la testa di scansione con spostamento dinamico del fuoco
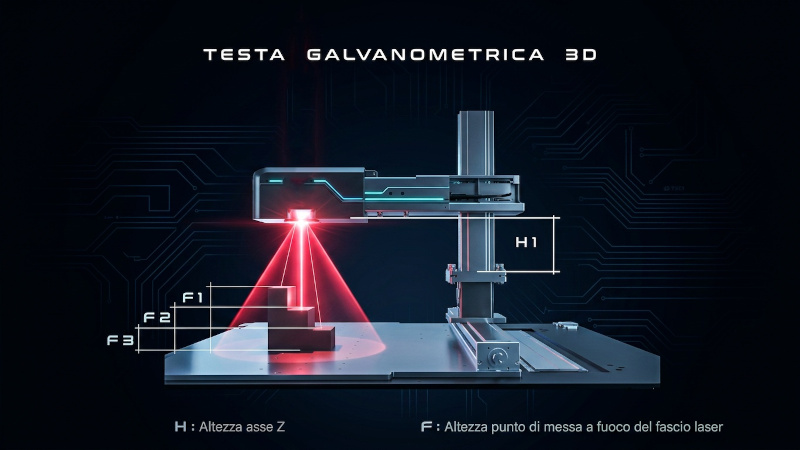
Quando si parla di marcatura laser 3D nel contesto industriale, si fa riferimento a una tecnologia specifica: la capacità di spostare il punto di fuoco del fascio laser lungo l’asse Z attraverso un sistema ottico integrato, senza che la testa di scansione si muova fisicamente.
Questa distinzione è fondamentale, perché separa nettamente il concetto da quello di incisione volumetrica o asportazione progressiva di materiale, che rappresentano lavorazioni completamente diverse.
La marcatura laser 3D è quindi una soluzione per applicare segni, codici, loghi o informazioni tracciabili su superfici geometricamente complesse, mantenendo la qualità e la definizione che ci si aspetta da un processo laser di precisione.
Nei cicli produttivi in cui i componenti presentano superfici curve, inclinate o con quote differenti, una testa di scansione tradizionale mostra rapidamente i propri limiti. La tecnologia di marcatura laser 3D nasce per superare queste limitazioni in modo elegante ed efficiente, senza rinunciare alla velocità o alla ripetibilità tipiche dei sistemi galvanometrici.

A cosa serve e come funziona la Marcatura Laser 3D
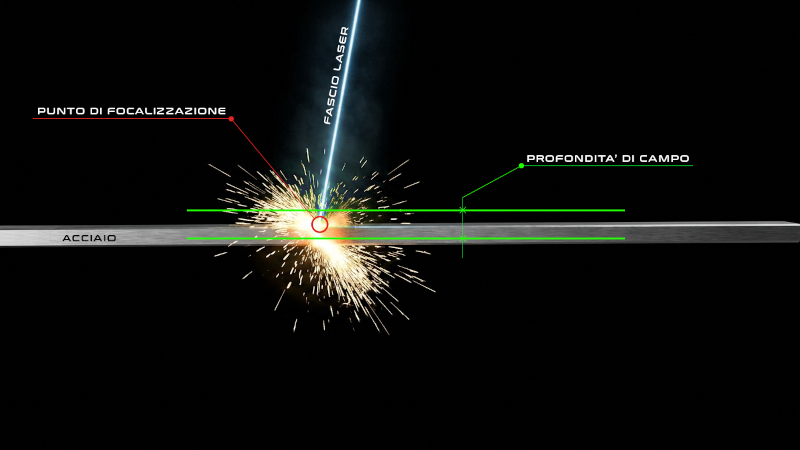
Il principio di funzionamento di una testa di scansione 3D si basa sull’introduzione di un elemento ottico aggiuntivo, posizionato generalmente prima della coppia di specchi galvanometrici, che consente di traslare il fuoco lungo l’asse Z in modo controllato e programmabile.
In un sistema tradizionale, il punto di fuoco è fisso alla distanza di lavoro nominale definita dalla lente f-theta; qualunque variazione di quota del pezzo in lavorazione si traduce in una perdita di messa a fuoco, con effetti diretti sulla qualità della marcatura. Con una testa 3D, invece, il software comanda in tempo reale lo spostamento del fuoco per seguire il profilo della superficie, mantenendo la densità di energia ottimale punto per punto.
Per rendere concreto questo concetto, si pensi a una semisfera da marcare con un logo. Mettendo a fuoco al vertice della cupola, una testa convenzionale produrrà una marcatura accettabile solo nella zona centrale, mentre ai bordi il fascio risulterà defocalizzato, il segno sarà più largo, meno profondo e l’immagine apparirà distorta. La testa 3D, agendo dinamicamente sul fuoco e applicando algoritmi di correzione geometrica, compensa le distorsioni dovute alla curvatura del solido e garantisce una marcatura uniforme sull’intera superficie.


Va però detto con chiarezza che la testa di scansione 3D non è la soluzione ottimale in ogni contesto. Su pezzi perfettamente piani, con tolleranze di planarità ridotte, una testa 2D tradizionale garantisce prestazioni equivalenti o superiori a costi inferiori.
L’investimento in un sistema di marcatura laser 3D si giustifica pienamente quando la geometria del componente è effettivamente variabile lungo Z, quando si devono marcare pallet con pezzi di altezze diverse senza riposizionare la testa, oppure quando la produttività richiede di eliminare i tempi di movimentazione meccanica sull’asse verticale.
Sorgenti Laser compatibili con la testa di scansione 3D
La testa di scansione 3D non è vincolata a una specifica tecnologia laser: il principio di spostamento ottico del fuoco è compatibile con diverse sorgenti, a condizione che il sistema ottico sia dimensionato correttamente per la lunghezza d’onda e i parametri del fascio.
Le sorgenti a fibra, tra le più diffuse in ambito industriale per la marcatura di metalli e plastiche, si integrano facilmente con le teste di scansione 3D, risultando adatte anche alle applicazioni che richiedono la gestione dinamica del punto di fuoco lungo l’asse Z.
Le sorgenti MOPA, una variante dei laser a fibra che consente il controllo indipendente della durata e della frequenza degli impulsi, possono essere integrate con teste di scansione 3D quando l’applicazione richiede sia una gestione avanzata dei parametri laser sia la marcatura di superfici con geometrie complesse.
Anche i laser CO₂, impiegati prevalentemente su materiali non metallici come vetro, ceramica, legno e polimeri, possono essere abbinati a teste di scansione 3D, con le opportune considerazioni ottiche legate alla loro lunghezza d’onda nell’infrarosso lontano. I laser UV, usati per applicazioni a bassa energia termica su materiali sensibili, trovano nella flessibilità della testa 3D un complemento utile quando le superfici da trattare non sono planari.
In ogni caso, la scelta della sorgente resta determinata prima di tutto dal materiale e dal tipo di marcatura richiesta; la testa 3D interviene come elemento del sistema ottico di scansione, aggiungendo la dimensione Z alla gestione del fascio senza modificare la natura dell’interazione laser-materia.
Criticità operative nella Marcatura Laser 3D
Come ogni tecnologia, la marcatura laser 3D presenta limiti e criticità che è necessario conoscere per progettare correttamente il processo e ottenere risultati affidabili.
Il primo fattore da considerare è la corsa massima disponibile sull’asse Z. Lo spostamento ottico del fuoco ha comunque un’escursione limitata. La movimentazione del punto focale può avvenire indicativamente fino a 40 mm sopra e 40 mm sotto il piano di fuoco, per un’escursione totale di circa 80 mm. Componenti con variazioni di quota superiori a questo intervallo non possono essere marcati con la sola testa 3D e richiedono una movimentazione meccanica aggiuntiva della testa o del piano di lavoro.

Il secondo limite riguarda l’inclinazione del fascio. Quando il fuoco viene spostato verso le estremità della corsa Z, l’angolo con cui il fascio colpisce la superficie aumenta. Questo ha due conseguenze: la sezione del fascio sul materiale diventa ellittica anziché circolare, riducendo la densità di energia, e la marcatura può presentare una leggera distorsione geometrica.
I software di correzione integrati nelle moderne teste 3D compensano in parte questo effetto, ma la progettazione del processo deve tenere conto della geometria reale del pezzo per definire i parametri ottimali nelle diverse zone.
La qualità finale della marcatura dipende quindi non solo dalla tecnologia della testa, ma dalla corretta ingegnerizzazione del processo: mappatura accurata del profilo Z del componente, definizione delle zone di lavoro, ottimizzazione dei parametri laser per ciascun livello di quota. Una progettazione superficiale del processo può vanificare i vantaggi della testa 3D, producendo risultati non uniformi anche su geometrie teoricamente accessibili.
Soluzioni Industriali e Custom
Marcatura LaserI vantaggi tecnici della Marcatura Laser 3D
I benefici di una testa di scansione 3D si apprezzano appieno quando vengono letti in relazione al processo produttivo nel suo insieme, non solo come caratteristiche tecniche isolate.
Il vantaggio più immediato è l’eliminazione dei tempi di movimentazione meccanica sull’asse Z. In un sistema tradizionale, marcare componenti a quote differenti richiede di spostare fisicamente la testa o il piano di lavoro tra una lavorazione e l’altra, con tempi di ciclo che si accumulano e limitano la produttività.
Con la testa 3D, il cambio di quota avviene otticamente in pochi millisecondi, senza inerzie meccaniche e senza usura dei componenti di movimentazione.

Tra i principali vantaggi tecnici che si traducono in benefici operativi concreti, si possono identificare i seguenti:
- Marcatura di pallet misti: è possibile lavorare in un’unica sessione un insieme di pezzi con quote diverse, senza fermare la macchina per riposizionare la testa. Questo scenario è particolarmente vantaggioso nelle linee di assemblaggio con varianti di prodotto frequenti.
- Riduzione dei cicli di lavorazione: l’assenza di movimentazione meccanica in Z si traduce direttamente in tempi di ciclo più brevi e in una maggiore capacità produttiva oraria.
- Qualità uniforme su superfici complesse: la correzione dinamica del fuoco e degli algoritmi di distorsione garantisce marcature nitide e leggibili su geometrie che sarebbero problematiche per un sistema convenzionale.
- Anteprima di marcatura multilivello: i software associati alle teste 3D consentono di visualizzare la marcatura simulata sui diversi livelli di quota del componente, facilitando la verifica del processo prima della produzione.
- Minore necessità di attrezzature dedicate: in alcuni casi, la flessibilità della testa 3D consente di ridurre il numero di maschere o supporti necessari per posizionare i pezzi a quote precise, con un impatto positivo sui costi di attrezzaggio.
Applicazioni tipiche e settori di riferimento
Le applicazioni della marcatura laser 3D si concentrano naturalmente nei settori dove la complessità geometrica dei componenti è la norma, non l’eccezione.
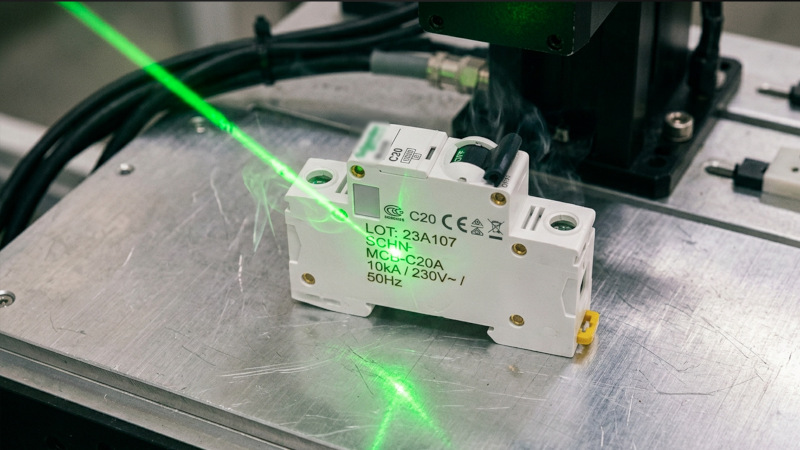
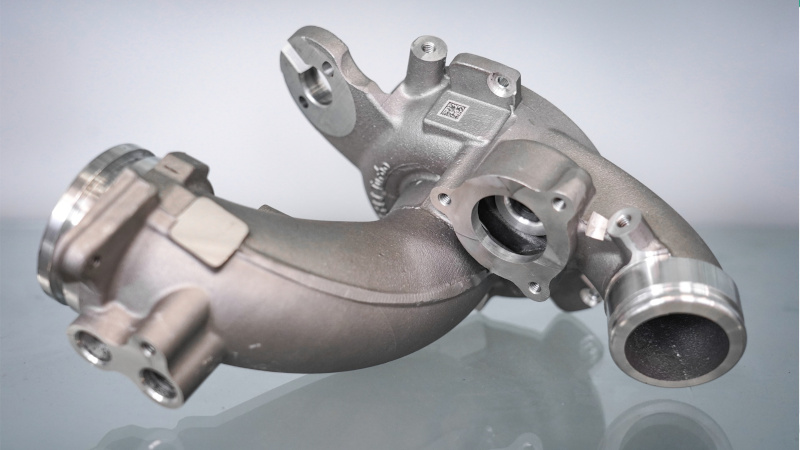
In ambito automotive, pistoni, teste motore, componenti della trasmissione e raccordi idraulici presentano spesso superfici con curvature e quote variabili che rendono problematica la marcatura con sistemi tradizionali. La tracciabilità di questi componenti, richiesta sia a fini qualitativi che normativi, deve essere garantita con codici leggibili e duraturi: la testa 3D consente di applicare datamatrix o codici alfanumerici su zone non planari senza compromettere la leggibilità.
Nel settore medicale, strumenti chirurgici, impianti e dispositivi presentano geometrie tridimensionali che richiedono marcature permanenti per la tracciabilità UDI (Unique Device Identification) prevista dal Regolamento europeo sui dispositivi medici (MDR 2017/745). La capacità di marcare su superfici cilindriche o sferiche con elevata precisione, senza deteriorare il materiale nelle zone adiacenti, è un requisito che la testa 3D soddisfa in modo efficace.
Nell’aerospazio e nella difesa, componenti strutturali e di motori turbina richiedono marcature identificative resistenti a temperature e sollecitazioni estreme, spesso su geometrie complesse. La precisione e la ripetibilità della marcatura laser 3D rispondono alle specifiche di qualità richieste in questi settori.
Anche nell’industria delle valvole industriali e della componentistica fluidica, corpi valvola con geometrie irregolari, flange e raccordi con superfici inclinate trovano nella marcatura laser 3D una soluzione efficiente per applicare etichettature permanenti leggibili da sistemi automatici di ispezione.
La Marcatura Laser 3D come scelta di processo
La marcatura laser 3D con spostamento dinamico del fuoco sull’asse Z rappresenta una risposta tecnica matura a un problema concreto dell’industria manifatturiera: come garantire marcature di qualità su componenti geometricamente complessi senza sacrificare produttività e flessibilità.
Non si tratta di una tecnologia universale, e la sua adozione richiede un’analisi attenta della geometria dei pezzi, delle quote in gioco e dei requisiti di marcatura.
Quando queste condizioni lo giustificano, tuttavia, l’integrazione di una testa di scansione 3D in un sistema laser industriale trasforma la gestione di superfici curve, cilindriche o multilivello in un processo produttivo affidabile, ripetibile ed efficiente, avvicinando le prestazioni della marcatura su geometrie complesse a quelle ottenibili su superfici piane.