Incisione Laser su Acciaio: lavorazioni, vantaggi e sorgenti

L’incisione laser su acciaio rappresenta oggi uno dei processi di lavorazione superficiale più affidabili e versatili nel panorama industriale.
A differenza della marcatura laser, che agisce sulla superficie modificandone l’aspetto senza rimuovere materiale in modo significativo, l’incisione laser comporta un’asportazione controllata e misurabile del materiale, generando una profondità percepibile al tatto e visivamente rilevabile. Questa distinzione non è solo semantica: definisce la scelta tecnologica, i parametri di processo e le applicazioni per cui il trattamento laser è la soluzione più appropriata.
In ambito industriale, l’incisione laser su acciaio trova impiego in settori che richiedono identificazione permanente, creazione di cavità e geometrie funzionali o texture superficiali con requisiti dimensionali precisi. La possibilità di operare senza contatto fisico con il pezzo, senza utensili soggetti a usura e con elevata ripetibilità lo rende uno strumento di elezione per produzioni di serie e lavorazioni di precisione.
Come funziona il processo di Incisione Laser sull’acciaio
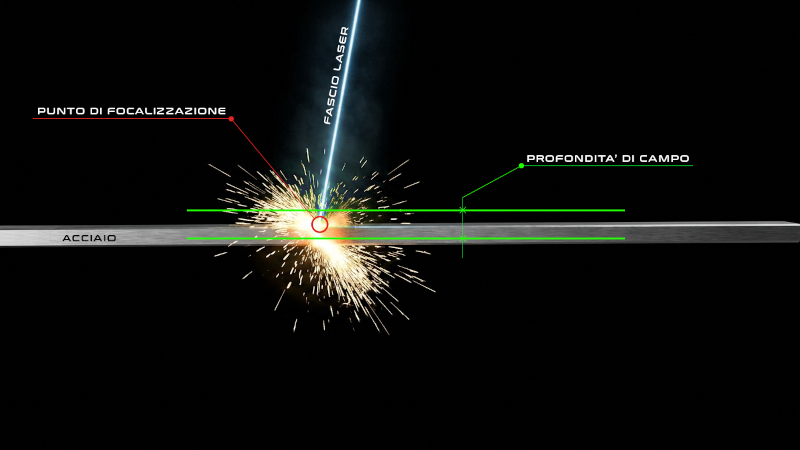
Il principio fisico alla base dell’incisione laser su acciaio è la concentrazione di energia ottica in uno spot di diametro estremamente ridotto, tipicamente nell’ordine di decine di micrometri.
Quando la densità di potenza raggiunge valori sufficienti, il materiale subisce un riscaldamento rapido e localizzato che porta prima alla fusione e poi alla vaporizzazione parziale o totale dello strato superficiale.
È proprio questa capacità di portare il metallo oltre la soglia di ablazione a distinguere l’incisione dalla semplice marcatura: non si tratta di una modifica cromatica o microstrutturale, ma di una vera rimozione volumetrica di materiale.
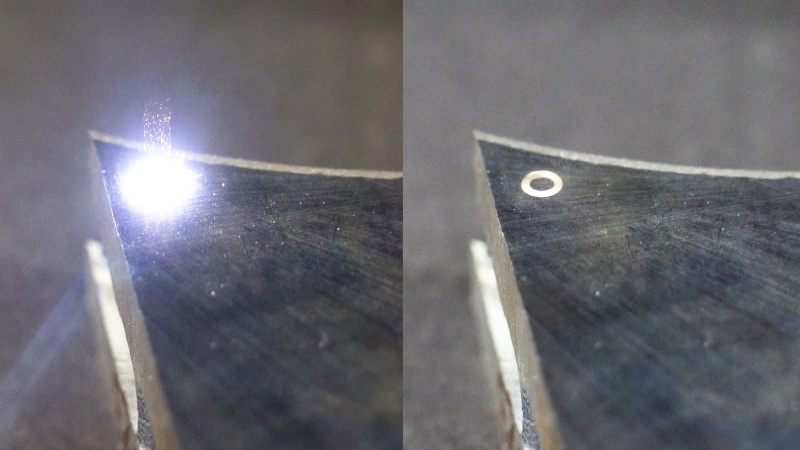
La profondità dell’incisione è direttamente correlata al numero di passate del fascio laser sulla stessa zona: ogni ciclo rimuove uno strato di materiale, e la sovrapposizione di più scansioni permette di raggiungere la quota desiderata in modo incrementale e controllato.
Questo approccio consente una gestione precisa della geometria dell’incisione, riducendo il rischio di distorsioni termiche grazie alla possibilità di distribuire il calore su più cicli anziché concentrarlo in un’unica passata ad alta energia.
I principali parametri che determinano il risultato finale sono:
- Potenza del laser: determina la quantità di energia trasferita al materiale per unità di tempo. A parità di velocità di scansione, una potenza maggiore produce incisioni più profonde e più rapide, ma aumenta il rischio di bave e alterazioni termiche nella zona circostante.
- Frequenza di ripetizione degli impulsi: nei laser a impulsi, la frequenza (espressa in kHz) influenza la quantità di energia depositata per impulso e il grado di sovrapposizione tra spot adiacenti. Frequenze più basse producono impulsi con picchi di energia più elevati, favorendo l’ablazione; frequenze più alte tendono a ridurre la profondità per passata ma migliorano la regolarità del fondo.
- Velocità di scansione: velocità elevate riducono il tempo di interazione tra fascio e materiale, limitando la profondità di penetrazione per singola passata; velocità basse aumentano l’apporto termico e possono portare a una zona termicamente alterata più estesa.
- Dimensione dello spot (diametro del fascio focalizzato): uno spot più piccolo concentra la stessa potenza su una superficie minore, incrementando la densità di potenza e favorendo l’ablazione precisa; uno spot più grande distribuisce l’energia su area maggiore, riducendo la profondità ma aumentando la larghezza del solco.
- Numero di passate: la profondità totale è il risultato della somma degli strati rimossi in ogni ciclo. Aumentare il numero di passate è la strategia più controllata per raggiungere profondità elevate senza sovraccaricare termicamente il pezzo.
Tipologie di Laser per l’Incisione su acciaio
Non tutte le sorgenti laser sono equivalenti quando si tratta di incidere l’acciaio. La lunghezza d’onda, la modalità di emissione e la densità di picco degli impulsi determinano in modo sostanziale come il fascio interagisce con il metallo, influenzando la velocità di asportazione, la qualità del solco e le criticità operative.
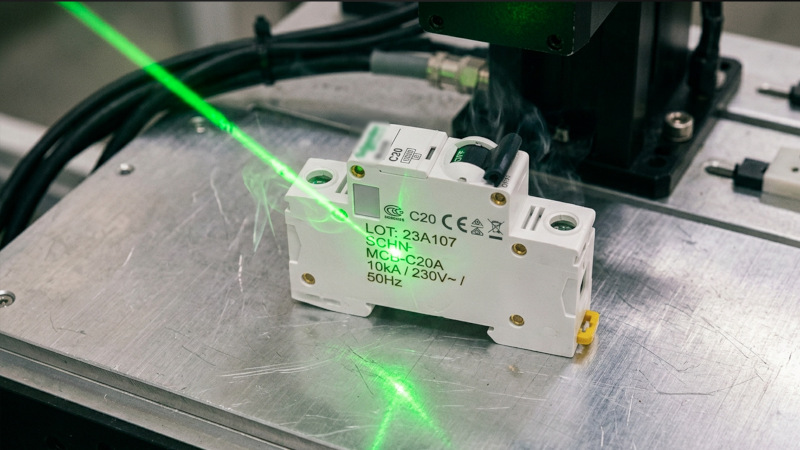
Laser a fibra (infrarosso, 1064 nm)
Il laser a fibra operante nella regione dell’infrarosso vicino (1064 nm) è attualmente la tecnologia più diffusa per l’incisione su acciaio in ambito industriale.
L’acciaio assorbe efficacemente questa lunghezza d’onda, e la modalità pulsata con impulsi di durata nell’ordine dei nanosecondi consente di raggiungere picchi di potenza elevati (nell’ordine dei kilowatt) su spot molto piccoli.
Il risultato è un’ablazione efficiente con velocità di asportazione competitive. I sistemi a fibra si distinguono anche per l’affidabilità meccanica, la bassa manutenzione e la semplicità di integrazione in linee di produzione automatizzate.
Laser CO2 (infrarosso, 10600 nm)
I laser CO2, pur essendo storicamente tra i più utilizzati per la lavorazione dei materiali, presentano un assorbimento molto limitato sull’acciaio lucido a causa dell’alta riflettività di questo materiale alla lunghezza d’onda di 10600 nm.
Per questo motivo risultano generalmente inadatti all’incisione diretta su acciaio inossidabile, salvo applicazioni specifiche su superfici con pretrattamenti o finiture particolari. Trovano invece impiego più efficace su altri materiali come legno, plastica e vetro.
Laser UV (ultravioletto, 355 nm)
I laser UV, operanti a 355 nm, trasferiscono un’energia per fotone significativamente più elevata rispetto all’infrarosso, favorendo processi di ablazione a freddo con minore apporto termico. Sull’acciaio questa caratteristica si traduce in incisioni con zone termicamente alterate molto ridotte e finiture superficiali di elevata qualità.
Tuttavia, la velocità di asportazione è generalmente inferiore rispetto al laser a fibra, il che li rende più adatti a lavorazioni di precisione su geometrie fini o su pezzi particolarmente sensibili all’alterazione termica, piuttosto che a produzioni ad alta cadenza.
Incisione Laser sui diversi tipi di acciaio inox
L’acciaio inossidabile non è un materiale omogeneo: le sue diverse famiglie microstrutturali presentano composizioni chimiche e proprietà fisiche che influenzano in modo rilevante il comportamento durante l’incisione laser. Comprendere queste differenze permette di impostare i parametri di processo in modo più mirato, riducendo gli scarti e ottimizzando la qualità del risultato.
Acciai austenitici (304, 316)
Gli acciai austenitici rappresentano la categoria più comune nell’industria e sono ampiamente utilizzati nei processi di incisione laser.
Il grado 304, con la sua elevata resistenza alla corrosione, trova impiego in ambito alimentare, farmaceutico e in numerose apparecchiature e componenti medicali, dove l’identificazione permanente dei componenti è un requisito normativo.
Il grado 316, grazie all’aggiunta di molibdeno che ne aumenta la resistenza alla corrosione in ambienti clorurati, è il materiale di riferimento per applicazioni navali e sottomarine.
Dal punto di vista del processo, gli austenitici tendono a una buona assorbività del fascio laser a 1064 nm e consentono velocità di asportazione accettabili.
Una criticità specifica di questi acciai, più marcata rispetto ad altri metalli come l’alluminio, è la formazione di bave ai bordi del solco inciso: il materiale fuso, anziché essere completamente vaporizzato, può solidificare in escrescenze che richiedono operazioni di rifinitura successive (spazzolatura, granigliatura o trattamenti chimici) qualora la qualità superficiale sia un parametro critico.
Acciai ferritici (430, 444)
Gli acciai ferritici, caratterizzati da un contenuto di carbonio inferiore e da una struttura cristallina diversa rispetto agli austenitici, presentano una conducibilità termica generalmente più elevata.
Questo comporta una maggiore dissipazione del calore nella zona circostante l’area di incisione, il che può ridurre la profondità raggiunta per singola passata ma limita anche l’estensione della zona termicamente alterata.
La minore tendenza alla distorsione li rende interessanti per applicazioni su lamiere sottili, sebbene la loro resistenza alla corrosione sia inferiore rispetto agli austenitici.
Acciai duplex (2205)
Gli acciai duplex, con la loro struttura bifasica austenitico-ferritica, combinano un’elevata resistenza meccanica con buone caratteristiche anticorrosione.
In termini di incisione laser, il comportamento è intermedio tra le due fasi costituenti: la conducibilità termica si colloca tra quella degli austenitici e dei ferritici, e la durezza più elevata può richiedere una potenza specifica maggiore o un numero di passate superiore per raggiungere la stessa profondità ottenibile su un austenitico 304.
La formazione di bave, sebbene presente, risulta in genere gestibile con i parametri corretti.
Acciai martensitici (410, 420)
Gli acciai martensitici si distinguono per l’elevata durezza e resistenza meccanica, che li rendono adatti a utensili, coltellerie e componenti soggetti ad usura.
L’incisione laser su questi materiali richiede attenzione particolare alla gestione termica: il calore concentrato nella zona di lavoro può indurre trasformazioni microstrutturali locali, con possibile variazione delle proprietà meccaniche nell’area circostante l’incisione.
Nei casi più critici, soprattutto su componenti già trattati termicamente, è consigliabile valutare l’impiego di impulsi ultracorti o di sistemi UV per minimizzare l’apporto termico.
Acciai induribili per precipitazione (17-4PH)
Il grado 17-4PH rappresenta un acciaio inossidabile ad alte prestazioni, con un’eccellente combinazione di resistenza meccanica, durezza e resistenza alla corrosione. È largamente impiegato in aerospaziale, industria petrolifera e componentistica di precisione.
Il processo di incisione laser su questo materiale è generalmente efficace, ma la sua durezza elevata impone parametri di lavoro calibrati con cura: velocità di scansione e potenza devono essere ottimizzate per garantire un’asportazione netta senza innescare microfratture o sovrariscaldamenti localizzati.

Vantaggi tecnici dell’Incisione Laser sull’acciaio
Rispetto alle tecnologie di incisione meccanica tradizionali (fresatura, pantografia, punzonatura) o ai processi chimici (mordenzatura, elettroerosione), l’incisione laser su acciaio offre una serie di vantaggi tecnici concreti che si traducono in benefici operativi misurabili.
I vantaggi principali riguardano:
- Assenza di contatto meccanico: il fascio laser non esercita forze sul pezzo, eliminando rischi di deformazione per pezzi sottili o di geometria complessa e azzerando l’usura utensile.
- Elevata ripetibilità: i sistemi di scansione a specchi galvanometrici garantiscono una precisione di posizionamento nell’ordine del micrometro, con tolleranze dimensionali strettamente controllabili tra un pezzo e l’altro.
- Flessibilità geometrica: l’incisione laser permette di realizzare profili di qualsiasi forma, testi, codici e pattern complessi senza richiedere attrezzature dedicate o cambi utensile.
- Integrabilità in linea: i sistemi laser si integrano facilmente in celle robotizzate o linee di produzione automatizzate, con tempi di ciclo prevedibili e possibilità di controllo remoto dei parametri.
- Permanenza del risultato: la cavità incisa è fisicamente parte del materiale e non risente di agenti chimici, abrasivi o cicli termici come potrebbero fare etichette, vernici o marcature a inchiostro.
Un aspetto spesso sottovalutato è la gestione del calore in pezzi di piccole dimensioni o con geometrie esili.
In questi casi, la possibilità di distribuire l’apporto energetico su più passate a bassa potenza, anziché concentrarlo in un’unica lavorazione ad alta intensità, consente di mantenere il controllo termico del processo e di preservare le proprietà meccaniche del materiale circostante.
Le soluzioni Evlaser
Incisione LaserSettori applicativi e requisiti tecnici
L’incisione laser su acciaio inox trova applicazione in una pluralità di settori industriali, ciascuno con esigenze tecniche specifiche che ne motivano la scelta rispetto ad alternative di processo.
Settore medicale e chirurgico
In ambito medicale, la tracciabilità degli strumenti chirurgici e dei dispositivi impiantabili è un requisito normativo esplicito, disciplinato a livello europeo dal Regolamento UE 2017/745 (MDR) che prevede l’identificazione univoca dei dispositivi medici tramite codice UDI (Unique Device Identification).
L’incisione laser su acciaio 304 o 316L permette di applicare codici DataMatrix o alfanumerici direttamente sulla superficie del componente in modo permanente, resistente ai cicli di sterilizzazione in autoclave e ai detergenti aggressivi utilizzati in contesti ospedalieri. La profondità controllata dell’incisione garantisce la leggibilità nel tempo senza compromettere le caratteristiche meccaniche dello strumento.
Settore nautico e offshore
L’industria navale e offshore richiede componenti in grado di resistere a condizioni ambientali estreme: immersione in acqua marina, variazioni termiche rilevanti, pressioni elevate. L’acciaio inox 316, grazie alla resistenza alla corrosione in ambienti clorurati, è il materiale preferito per componentistica di sottomarini, navi e piattaforme offshore.
L’incisione laser su questi componenti serve principalmente a garantire identificazione permanente e rintracciabilità anche dopo anni di servizio in condizioni gravose, dove etichette o marcature superficiali non sarebbero praticabili.
Industria alimentare e farmaceutica
Nei settori alimentare e farmaceutico, le superfici dei componenti a contatto con prodotti o in ambienti sterili devono rispettare requisiti igienici severi e risultare prive di porosità o discontinuità che possano trattenere residui batterici. L’incisione laser su acciaio inox permette di realizzare cavità e rilievi funzionali, nonché identificazioni permanenti, mantenendo la possibilità di pulizia completa delle superfici.
Questo è possibile grazie alla precisione geometrica del processo, che consente di definire la morfologia del fondo del solco in modo da evitare angoli vivi o zone difficilmente accessibili.
Aerospazio e componentistica di precisione
In aerospazio, la tracciabilità dei componenti strutturali e di sicurezza è un requisito assoluto, spesso normato secondo standard AS9100 o specifiche dei costruttori. L’incisione laser su acciai ad alte prestazioni come il 17-4PH o su leghe inox speciali consente di applicare identificazioni permanenti leggibili anche dopo trattamenti superficiali successivi (verniciatura, ossidazione anodica).
Parallelamente, la possibilità di realizzare texture superficiali controllate tramite laser apre applicazioni funzionali quali superfici anti-scivolo, zone di incollaggio con rugosità definita o pattern tribologici per ridurre l’attrito in contatti specifici.
Stampi industriali e texture funzionali
L’incisione laser su acciaio è ampiamente utilizzata anche nella realizzazione di texture superficiali su stampi e componenti tecnici. Attraverso l’asportazione controllata di materiale è possibile creare microgeometrie e pattern funzionali che modificano il comportamento della superficie.
Nello stampaggio di materie plastiche, ad esempio, queste lavorazioni consentono di trasferire finiture estetiche direttamente sul prodotto finale, mentre in altre applicazioni possono migliorare l’adesione di rivestimenti, favorire l’incollaggio o influenzare le caratteristiche tribologiche del componente. La precisione del processo permette di ottenere texture uniformi e ripetibili anche su geometrie complesse.
Industria dell’orologeria e della coltelleria
In settori dove l’estetica del componente in acciaio è parte integrante del valore del prodotto, l’incisione laser consente di realizzare decorazioni e loghi con profondità e dettaglio impossibili da ottenere con utensili meccanici convenzionali.
L’assenza di contatto fisico con il pezzo e la ripetibilità del processo garantiscono uniformità tra i pezzi di serie, mentre la flessibilità di programmazione permette di personalizzare ogni singolo componente senza costi aggiuntivi di attrezzaggio.

Incisione Laser e Marcatura Laser su acciaio: una distinzione utile
Chi si approccia per la prima volta alle tecnologie laser spesso tende a confondere incisione e marcatura.
È utile ribadire che la marcatura laser su acciaio opera senza rimuovere materiale in modo significativo: l’energia del fascio induce modifiche chimiche o microstrutturali localizzate che alterano la riflessione della luce, generando un contrasto visivo. Il risultato è una traccia piana, non percepibile al tatto, adatta a esigenze di identificazione ottica ma non a quelle che richiedono profondità fisiche.
Per un approfondimento su questo processo distinto, si rimanda all’articolo dedicato alla marcatura laser su acciaio. La scelta tra i due processi dipende quindi non solo dalle specifiche estetiche ma dai requisiti funzionali del componente: profondità, resistenza all’abrasione meccanica, leggibilità a lungo termine in ambienti gravosi.
Quando l’obiettivo è realizzare incisioni permanenti, controllare con precisione la profondità di lavorazione o creare geometrie funzionali sulla superficie del componente, l’incisione laser rappresenta una delle soluzioni più efficaci disponibili in ambito industriale.
La possibilità di adattare i parametri di processo alle caratteristiche dei diversi acciai e ai requisiti applicativi consente infatti di ottenere risultati ripetibili, duraturi e compatibili con le esigenze dei moderni processi produttivi.