

Lasergravur auf Stahl: Verfahren, Vorteile und Laserquellen

Die Lasergravur auf Stahl zählt heute zu den zuverlässigsten und vielseitigsten Verfahren der Oberflächenbearbeitung in der Industrie.
Im Gegensatz zur Lasermarkierung, die die Oberfläche verändert, ohne nennenswert Material abzutragen, basiert die Lasergravur auf einem kontrollierten und messbaren Materialabtrag, wodurch eine sowohl tastbar als auch sichtbar erkennbare Tiefe entsteht. Dieser Unterschied ist nicht nur semantischer Natur: Er bestimmt die Wahl der Technologie, der Prozessparameter und der Anwendungen, für die die Laserbearbeitung die geeignetste Lösung darstellt.
Im industriellen Umfeld wird die Lasergravur auf Stahl in Bereichen eingesetzt, die eine dauerhafte Kennzeichnung, die Herstellung von Vertiefungen und funktionalen Geometrien oder Oberflächenstrukturen mit präzisen Maßanforderungen erfordern. Die Möglichkeit, ohne physischen Kontakt mit dem Werkstück, ohne verschleißanfällige Werkzeuge und mit hoher Wiederholgenauigkeit zu arbeiten, macht sie zu einer bevorzugten Lösung für Serienproduktionen und Präzisionsbearbeitungen.
Wie der Prozess der Lasergravur auf Stahl funktioniert
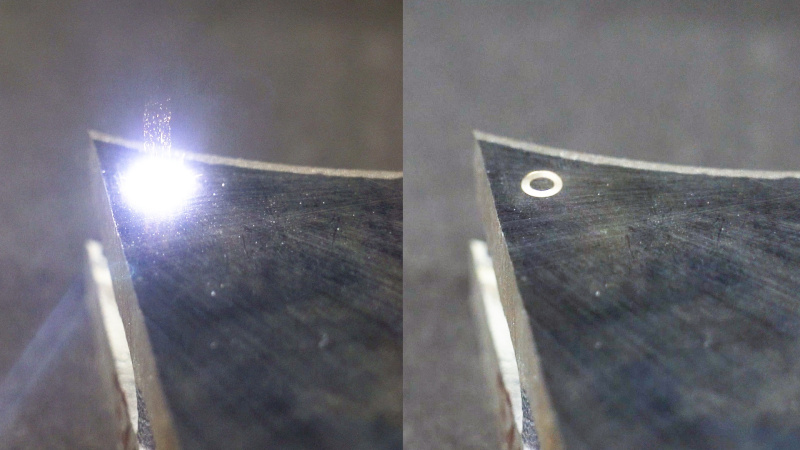
Das physikalische Prinzip der Lasergravur auf Stahl beruht auf der Konzentration optischer Energie auf einen äußerst kleinen Spot mit einem Durchmesser von typischerweise wenigen Dutzend Mikrometern.
Erreicht die Leistungsdichte ausreichend hohe Werte, wird das Material schnell und lokal erhitzt, wodurch zunächst eine Aufschmelzung und anschließend eine teilweise oder vollständige Verdampfung der Oberflächenschicht erfolgt.
Gerade diese Fähigkeit, das Metall über die Ablationsschwelle hinaus zu bringen, unterscheidet die Gravur von einer einfachen Markierung: Es handelt sich nicht um eine Farb- oder Gefügeveränderung, sondern um einen tatsächlichen volumetrischen Materialabtrag.
Die Gravurtiefe steht in direktem Zusammenhang mit der Anzahl der Laserüberfahrten über denselben Bereich: Jeder Zyklus entfernt eine Materialschicht, und die Überlagerung mehrerer Scans ermöglicht das schrittweise und kontrollierte Erreichen der gewünschten Tiefe.
Dieser Ansatz ermöglicht eine präzise Kontrolle der Gravurgeometrie und reduziert das Risiko thermischer Verformungen, da die Wärme auf mehrere Zyklen verteilt werden kann, anstatt sie in einem einzigen energiereichen Durchgang zu konzentrieren.
Die wichtigsten Parameter, die das Endergebnis bestimmen, sind:
- Laserleistung: Sie bestimmt die Energiemenge, die pro Zeiteinheit auf das Material übertragen wird. Bei gleicher Scangeschwindigkeit führen höhere Leistungen zu tieferen und schnelleren Gravuren, erhöhen jedoch das Risiko von Gratbildung und thermischen Veränderungen im umliegenden Bereich.
- Pulswiederholfrequenz: Bei gepulsten Lasern beeinflusst die Frequenz (in kHz) die pro Puls eingebrachte Energie sowie die Überlappung benachbarter Spots. Niedrigere Frequenzen erzeugen Pulse mit höherer Spitzenenergie und fördern die Ablation, während höhere Frequenzen die Tiefe pro Durchgang reduzieren, jedoch die Gleichmäßigkeit des Gravurbodens verbessern.
- Scangeschwindigkeit: Höhere Geschwindigkeiten verkürzen die Wechselwirkungszeit zwischen Laserstrahl und Material und begrenzen die Eindringtiefe pro Durchgang; niedrigere Geschwindigkeiten erhöhen den Wärmeeintrag und können zu einer größeren wärmebeeinflussten Zone führen.
- Spotgröße (Durchmesser des fokussierten Strahls): Ein kleinerer Spot konzentriert die gleiche Leistung auf eine kleinere Fläche, erhöht die Leistungsdichte und fördert eine präzise Ablation. Ein größerer Spot verteilt die Energie auf eine größere Fläche, reduziert die Tiefe und vergrößert gleichzeitig die Breite der Gravur.
- Anzahl der Durchgänge: Die Gesamttiefe ergibt sich aus der Summe der in jedem Zyklus entfernten Materialschichten. Eine Erhöhung der Durchgangszahl ist die kontrollierteste Methode, um größere Tiefen zu erreichen, ohne das Werkstück thermisch zu überlasten.
Laserarten für die Gravur auf Stahl
Nicht alle Laserquellen eignen sich gleichermaßen für die Gravur von Stahl. Wellenlänge, Emissionsart und Spitzenleistungsdichte der Pulse bestimmen maßgeblich, wie der Strahl mit dem Metall interagiert, und beeinflussen dabei die Materialabtragsgeschwindigkeit, die Qualität der Gravur sowie die prozesstechnischen Herausforderungen.
Faserlaser (Infrarot, 1064 nm)
Faserlaser, die im nahen Infrarotbereich (1064 nm) arbeiten, sind derzeit die am weitesten verbreitete Technologie für die Lasergravur auf Stahl in industriellen Anwendungen.
Stahl absorbiert diese Wellenlänge sehr effizient. Der gepulste Betrieb mit Pulsdauern im Nanosekundenbereich ermöglicht es, sehr hohe Spitzenleistungen (im Kilowattbereich) auf äußerst kleine Spots zu konzentrieren.
Das Ergebnis ist eine effiziente Ablation mit wettbewerbsfähigen Materialabtragsraten. Faserlasersysteme zeichnen sich zudem durch ihre mechanische Zuverlässigkeit, den geringen Wartungsaufwand und die einfache Integration in automatisierte Produktionslinien aus.
CO2-Laser (Infrarot, 10600 nm)
CO2-Laser gehören zwar historisch zu den am häufigsten eingesetzten Technologien in der Materialbearbeitung, weisen jedoch aufgrund der hohen Reflexionseigenschaften von poliertem Stahl bei einer Wellenlänge von 10600 nm nur eine sehr geringe Absorption auf.
Aus diesem Grund sind sie für die direkte Gravur von Edelstahl im Allgemeinen ungeeignet, mit Ausnahme spezieller Anwendungen auf vorbehandelten Oberflächen oder besonderen Oberflächenstrukturen. Deutlich besser eignen sie sich für Materialien wie Holz, Kunststoffe und Glas.
UV-Laser (Ultraviolett, 355 nm)
UV-Laser, die bei 355 nm arbeiten, übertragen pro Photon deutlich mehr Energie als Infrarotsysteme und ermöglichen dadurch Prozesse der Kaltablation mit geringerem Wärmeeintrag. Bei Stahl führt dies zu Gravuren mit sehr kleinen wärmebeeinflussten Zonen und hochwertigen Oberflächen.
Die Materialabtragsgeschwindigkeit ist jedoch in der Regel geringer als bei Faserlasern. Daher eignen sich UV-Laser besonders für Präzisionsbearbeitungen feiner Geometrien oder für Bauteile, die empfindlich auf thermische Einwirkungen reagieren, während sie für Hochleistungs-Serienproduktionen weniger geeignet sind.
Lasergravur auf verschiedenen Edelstahltypen
Edelstahl ist kein homogenes Material: Seine verschiedenen mikrostrukturellen Werkstoffgruppen weisen chemische Zusammensetzungen und physikalische Eigenschaften auf, die das Verhalten bei der Lasergravur maßgeblich beeinflussen. Das Verständnis dieser Unterschiede ermöglicht eine gezieltere Einstellung der Prozessparameter, reduziert Ausschuss und optimiert die Qualität des Endergebnisses.
Austenitische Edelstähle (304, 316)
Austenitische Edelstähle stellen die am häufigsten verwendete Werkstoffgruppe in der Industrie dar und werden vielfach für Lasergravurprozesse eingesetzt.
Werkstoff 304 wird aufgrund seiner hohen Korrosionsbeständigkeit in der Lebensmittel-, Pharma- und Medizintechnik eingesetzt, wo die dauerhafte Kennzeichnung von Komponenten häufig regulatorisch vorgeschrieben ist.
Werkstoff 316 gilt dank des Zusatzes von Molybdän, der die Korrosionsbeständigkeit in chloridhaltigen Umgebungen erhöht, als Referenzmaterial für maritime und Unterwasseranwendungen.
Aus prozesstechnischer Sicht weisen austenitische Edelstähle eine gute Absorption eines 1064-nm-Laserstrahls auf und ermöglichen akzeptable Materialabtragsraten.
Eine besondere Herausforderung dieser Werkstoffe, die stärker ausgeprägt ist als bei Metallen wie Aluminium, ist die Gratbildung an den Kanten der gravierten Nut. Geschmolzenes Material kann sich statt vollständig zu verdampfen in Form von Erhebungen verfestigen und Nachbearbeitungsschritte wie Bürsten, Strahlen oder chemische Behandlungen erforderlich machen, wenn die Oberflächenqualität eine kritische Rolle spielt.
Ferritische Edelstähle (430, 444)
Ferritische Edelstähle, die durch einen geringeren Kohlenstoffgehalt und eine andere Kristallstruktur als austenitische Werkstoffe gekennzeichnet sind, besitzen in der Regel eine höhere Wärmeleitfähigkeit.
Dies führt zu einer stärkeren Wärmeableitung im Bereich um die Gravurzone, wodurch die pro Durchgang erreichte Tiefe reduziert werden kann, gleichzeitig jedoch die Ausdehnung der wärmebeeinflussten Zone begrenzt wird.
Ihre geringere Verformungsneigung macht sie besonders interessant für Anwendungen mit dünnen Blechen, auch wenn ihre Korrosionsbeständigkeit geringer ist als die austenitischer Edelstähle.
Duplex-Edelstähle (2205)
Duplex-Edelstähle vereinen durch ihre zweiphasige austenitisch-ferritische Struktur hohe mechanische Festigkeit mit ausgezeichneter Korrosionsbeständigkeit.
Im Hinblick auf die Lasergravur liegt ihr Verhalten zwischen dem der beiden Gefügebestandteile: Die Wärmeleitfähigkeit befindet sich zwischen der von austenitischen und ferritischen Werkstoffen, während die höhere Härte eine größere spezifische Leistung oder mehr Durchgänge erfordern kann, um dieselbe Tiefe wie bei Edelstahl 304 zu erreichen.
Die Gratbildung ist zwar vorhanden, lässt sich jedoch mit den richtigen Prozessparametern in der Regel gut kontrollieren.
Martensitische Edelstähle (410, 420)
Martensitische Edelstähle zeichnen sich durch ihre hohe Härte und mechanische Festigkeit aus und eignen sich daher besonders für Werkzeuge, Messer und verschleißbeanspruchte Bauteile.
Die Lasergravur dieser Werkstoffe erfordert besondere Aufmerksamkeit hinsichtlich des Wärmemanagements: Die konzentrierte Wärme in der Bearbeitungszone kann lokale Gefügeumwandlungen verursachen und dadurch die mechanischen Eigenschaften des umgebenden Materials verändern.
In besonders kritischen Fällen, insbesondere bei bereits wärmebehandelten Bauteilen, kann der Einsatz von Ultrakurzpulslasern oder UV-Systemen sinnvoll sein, um den Wärmeeintrag zu minimieren.
Ausscheidungshärtende Edelstähle (17-4PH)
17-4PH ist ein Hochleistungs-Edelstahl mit einer hervorragenden Kombination aus Festigkeit, Härte und Korrosionsbeständigkeit. Er wird häufig in der Luft- und Raumfahrt, der Ölindustrie sowie im Präzisionsmaschinenbau eingesetzt.
Die Lasergravur dieses Werkstoffs ist grundsätzlich sehr effektiv, jedoch erfordert seine hohe Härte eine sorgfältige Abstimmung der Prozessparameter. Scangeschwindigkeit und Leistung müssen optimiert werden, um einen sauberen Materialabtrag ohne Mikrorisse oder lokale Überhitzungen zu gewährleisten.

Technische Vorteile der Lasergravur auf Stahl
Im Vergleich zu traditionellen mechanischen Gravurverfahren (Fräsen, Pantografieren, Stanzen) oder chemischen Verfahren (Ätzen, Funkenerosion) bietet die Lasergravur auf Stahl eine Reihe konkreter technischer Vorteile, die sich in messbaren betrieblichen Nutzen niederschlagen.
Zu den wichtigsten Vorteilen zählen:
- Kein mechanischer Kontakt: Der Laserstrahl übt keine Kräfte auf das Werkstück aus, wodurch das Risiko von Verformungen bei dünnen oder komplex geformten Bauteilen ausgeschlossen und Werkzeugverschleiß vollständig vermieden wird.
- Hohe Wiederholgenauigkeit: Galvanometer-Scansysteme gewährleisten Positioniergenauigkeiten im Mikrometerbereich und ermöglichen eng kontrollierte Maßtoleranzen von Bauteil zu Bauteil.
- Geometrische Flexibilität: Die Lasergravur ermöglicht die Herstellung von Konturen nahezu jeder Form sowie von Texten, Codes und komplexen Mustern, ohne spezielle Werkzeuge oder Werkzeugwechsel zu benötigen.
- Einfache Integration in Produktionslinien: Lasersysteme lassen sich problemlos in Roboterzellen und automatisierte Fertigungslinien integrieren und bieten vorhersehbare Zykluszeiten sowie die Möglichkeit zur Fernsteuerung von Prozessparametern.
- Dauerhaftigkeit des Ergebnisses: Die gravierte Vertiefung ist ein physischer Bestandteil des Materials und wird nicht durch Chemikalien, Abrieb oder Temperaturzyklen beeinträchtigt, wie dies bei Etiketten, Lackierungen oder Tintenmarkierungen der Fall sein kann.
Ein häufig unterschätzter Aspekt ist das Wärmemanagement bei kleinen Bauteilen oder filigranen Geometrien.
In solchen Fällen ermöglicht die Verteilung des Energieeintrags auf mehrere Durchgänge mit geringer Leistung anstelle einer einzelnen hochintensiven Bearbeitung eine bessere thermische Kontrolle des Prozesses und hilft dabei, die mechanischen Eigenschaften des umgebenden Materials zu erhalten.
Evlaser Lösungen
LasergravurAnwendungsbereiche und technische Anforderungen
Die Lasergravur auf Edelstahl wird in zahlreichen Industriezweigen eingesetzt, die jeweils spezifische technische Anforderungen haben und deshalb dieses Verfahren gegenüber alternativen Bearbeitungstechnologien bevorzugen.
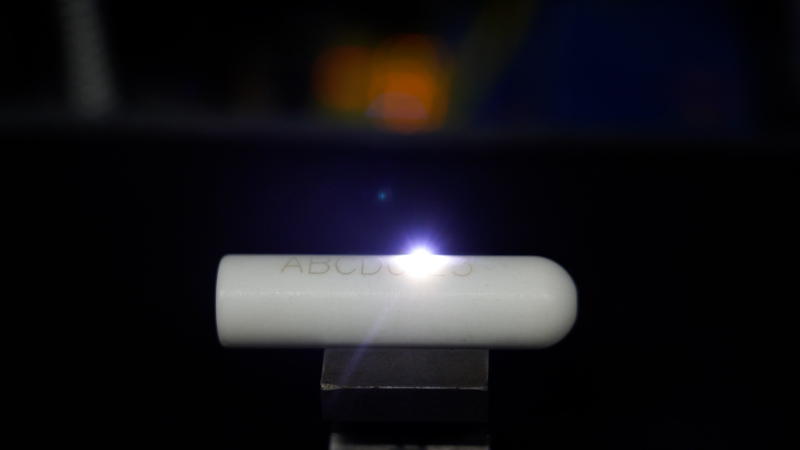
Medizin- und Chirurgiebereich
Im medizinischen Bereich ist die Rückverfolgbarkeit chirurgischer Instrumente und implantierbarer Geräte eine ausdrückliche regulatorische Anforderung. Auf europäischer Ebene wird dies durch die Verordnung (EU) 2017/745 (MDR) geregelt, die eine eindeutige Identifizierung von Medizinprodukten mittels UDI-Code (Unique Device Identification) vorschreibt.
Die Lasergravur auf Edelstahl 304 oder 316L ermöglicht die dauerhafte Anbringung von DataMatrix-Codes oder alphanumerischen Kennzeichnungen direkt auf der Oberfläche des Bauteils. Diese Kennzeichnungen sind beständig gegenüber Autoklaven-Sterilisationszyklen und aggressiven Reinigungsmitteln, wie sie im Krankenhausumfeld verwendet werden. Die kontrollierte Gravurtiefe gewährleistet eine langfristige Lesbarkeit, ohne die mechanischen Eigenschaften des Instruments zu beeinträchtigen.
Marine- und Offshore-Industrie
Die Schiffs- und Offshore-Industrie benötigt Bauteile, die extremen Umweltbedingungen standhalten können, darunter Meerwasserkontakt, starke Temperaturschwankungen und hohe Druckbelastungen. Edelstahl 316 ist aufgrund seiner Korrosionsbeständigkeit in chloridhaltigen Umgebungen das bevorzugte Material für Komponenten von U-Booten, Schiffen und Offshore-Plattformen.
Die Lasergravur dient bei diesen Bauteilen in erster Linie der dauerhaften Kennzeichnung und Rückverfolgbarkeit, selbst nach jahrelangem Einsatz unter anspruchsvollen Bedingungen, bei denen Etiketten oder oberflächliche Markierungen nicht praktikabel wären.
Lebensmittel- und Pharmaindustrie
In der Lebensmittel- und Pharmaindustrie müssen Oberflächen von Bauteilen, die mit Produkten in Kontakt kommen oder in sterilen Umgebungen eingesetzt werden, strenge Hygieneanforderungen erfüllen und frei von Porositäten oder Unregelmäßigkeiten sein, in denen sich Bakterienrückstände ansammeln könnten. Die Lasergravur auf Edelstahl ermöglicht die Herstellung von funktionalen Vertiefungen und Strukturen sowie dauerhaften Kennzeichnungen, ohne die vollständige Reinigbarkeit der Oberflächen zu beeinträchtigen.
Dies wird durch die geometrische Präzision des Verfahrens ermöglicht, die eine gezielte Gestaltung der Nutgeometrie erlaubt und scharfe Kanten oder schwer zugängliche Bereiche vermeidet.
Luft- und Raumfahrt sowie Präzisionskomponenten
In der Luft- und Raumfahrt ist die Rückverfolgbarkeit von Struktur- und Sicherheitsbauteilen eine unverzichtbare Anforderung, die häufig durch AS9100-Standards oder Herstellervorgaben geregelt wird. Die Lasergravur auf Hochleistungsstählen wie 17-4PH oder speziellen Edelstahlllegierungen ermöglicht dauerhafte Kennzeichnungen, die auch nach nachfolgenden Oberflächenbehandlungen wie Lackierung oder Anodisierung lesbar bleiben.
Gleichzeitig eröffnet die Möglichkeit, kontrollierte Oberflächenstrukturen mittels Laser zu erzeugen, funktionale Anwendungen wie rutschhemmende Oberflächen, Klebezonen mit definierter Rauheit oder tribologische Muster zur Reibungsreduzierung in bestimmten Kontaktbereichen.
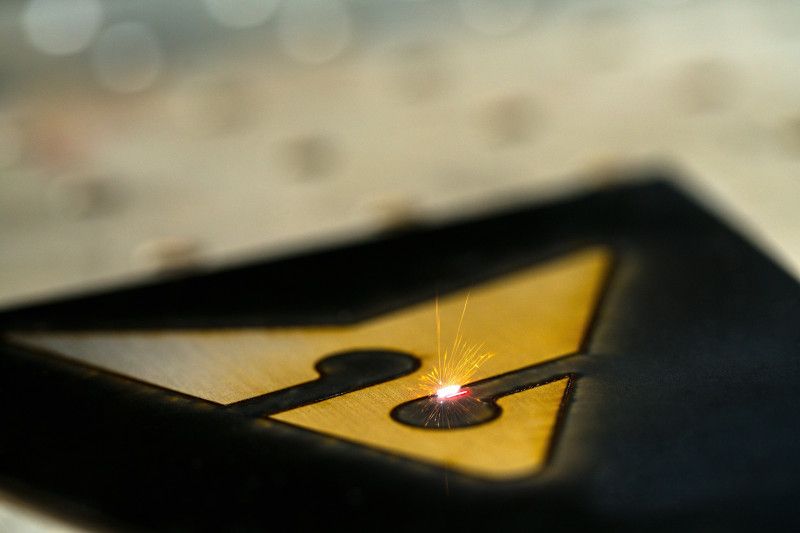
Industrielle Formen und funktionale Oberflächenstrukturen
Die Lasergravur auf Stahl wird auch häufig zur Erzeugung von Oberflächenstrukturen auf Formen und technischen Bauteilen eingesetzt. Durch den kontrollierten Materialabtrag können Mikrogeometrien und funktionale Muster erzeugt werden, die das Verhalten der Oberfläche gezielt beeinflussen.
Beim Kunststoffspritzguss beispielsweise ermöglichen diese Bearbeitungen die direkte Übertragung dekorativer Oberflächen auf das Endprodukt. In anderen Anwendungen können sie die Haftung von Beschichtungen verbessern, Klebeprozesse unterstützen oder die tribologischen Eigenschaften eines Bauteils beeinflussen. Die Präzision des Verfahrens ermöglicht gleichmäßige und reproduzierbare Strukturen selbst auf komplexen Geometrien.
Uhren- und Messerindustrie
In Branchen, in denen die Ästhetik von Stahlkomponenten ein wesentlicher Bestandteil des Produktwertes ist, ermöglicht die Lasergravur die Herstellung von Dekorationen und Logos mit einer Tiefe und Detailgenauigkeit, die mit herkömmlichen mechanischen Werkzeugen nicht erreichbar sind.
Der fehlende physische Kontakt mit dem Werkstück und die hohe Wiederholgenauigkeit des Verfahrens gewährleisten eine gleichbleibende Qualität über ganze Serien hinweg, während die Programmierflexibilität die Individualisierung einzelner Komponenten ohne zusätzliche Werkzeugkosten ermöglicht.
Lasergravur und Lasermarkierung auf Stahl: Ein wichtiger Unterschied
Wer sich zum ersten Mal mit Lasertechnologien beschäftigt, verwechselt häufig Gravur und Markierung.
Es ist wichtig zu betonen, dass die Lasermarkierung auf Stahl kein nennenswertes Material abträgt: Die Energie des Laserstrahls bewirkt lokale chemische oder mikrostrukturelle Veränderungen, die die Lichtreflexion verändern und dadurch einen sichtbaren Kontrast erzeugen. Das Ergebnis ist eine flache Markierung, die nicht ertastbar ist und sich für optische Identifikationszwecke eignet, jedoch nicht für Anwendungen, die eine physische Tiefe erfordern.
Für eine ausführlichere Betrachtung dieses Verfahrens verweisen wir auf den Artikel zur Lasermarkierung auf Stahl. Die Wahl zwischen den beiden Verfahren hängt nicht nur von ästhetischen Anforderungen ab, sondern auch von den funktionalen Anforderungen des Bauteils, wie Gravurtiefe, Beständigkeit gegen mechanischen Abrieb und langfristige Lesbarkeit unter anspruchsvollen Einsatzbedingungen.
Wenn das Ziel darin besteht, dauerhafte Gravuren zu erzeugen, die Bearbeitungstiefe präzise zu kontrollieren oder funktionale Geometrien auf der Oberfläche eines Bauteils zu realisieren, stellt die Lasergravur eine der effektivsten Lösungen im industriellen Umfeld dar.
Die Möglichkeit, die Prozessparameter an die Eigenschaften verschiedener Stahlsorten und die jeweiligen Anwendungsanforderungen anzupassen, ermöglicht reproduzierbare, langlebige Ergebnisse, die den Anforderungen moderner Fertigungsprozesse gerecht werden.















