Laser Engraving on Steel: processes, benefits and laser sources

Laser engraving on steel is now considered one of the most reliable and versatile surface processing technologies in the industrial sector.
Unlike laser marking, which modifies the appearance of the surface without significantly removing material, laser engraving involves a controlled and measurable removal of material, creating a depth that can be felt by touch and clearly detected visually. This distinction is not merely semantic: it determines the choice of technology, process parameters, and applications for which laser processing is the most suitable solution.
In industrial environments, laser engraving on steel is used in sectors that require permanent identification, the creation of cavities and functional geometries, or surface textures with precise dimensional requirements. The ability to operate without physical contact with the workpiece, without wear-prone tools and with high repeatability, makes it an ideal solution for mass production and precision manufacturing.
How the Laser Engraving Process on Steel Works
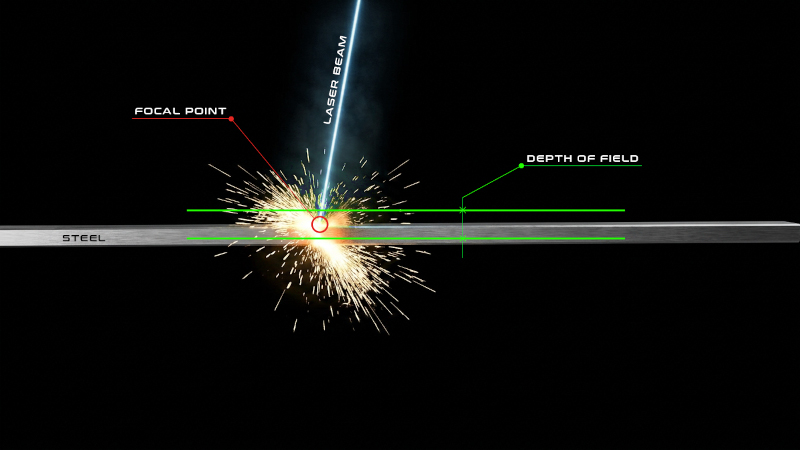
The physical principle behind laser engraving on steel is the concentration of optical energy into an extremely small spot, typically measuring only a few tens of micrometres in diameter.
When the power density reaches sufficient levels, the material undergoes rapid, localized heating that first causes melting and then partial or complete vaporization of the surface layer.
It is precisely this ability to take the metal beyond the ablation threshold that distinguishes engraving from simple marking: rather than producing a colour or microstructural change, it results in actual volumetric material removal.
The engraving depth is directly related to the number of laser passes over the same area: each cycle removes a layer of material, and the overlap of multiple scans makes it possible to achieve the desired depth in a gradual and controlled manner.
This approach enables precise control of the engraving geometry while reducing the risk of thermal distortion thanks to the ability to distribute heat over multiple cycles rather than concentrating it in a single high-energy pass.
The main parameters that determine the final result are:
- Laser power: determines the amount of energy transferred to the material per unit of time. At the same scanning speed, higher power produces deeper and faster engravings but increases the risk of burr formation and thermal alterations in the surrounding area.
- Pulse repetition frequency: in pulsed laser systems, the frequency (expressed in kHz) affects the amount of energy delivered per pulse and the degree of overlap between adjacent spots. Lower frequencies generate pulses with higher peak energy, favouring ablation, while higher frequencies tend to reduce depth per pass but improve bottom-surface uniformity.
- Scanning speed: higher speeds reduce the interaction time between the beam and the material, limiting penetration depth per pass; lower speeds increase thermal input and may result in a larger heat-affected zone.
- Spot size (focused beam diameter): a smaller spot concentrates the same power on a smaller area, increasing power density and promoting precise ablation; a larger spot distributes energy over a wider area, reducing depth while increasing groove width.
- Number of passes: the total depth is the result of the combined layers removed during each cycle. Increasing the number of passes is the most controlled strategy for achieving greater depths without excessively heating the workpiece.
Types of Lasers for Steel Engraving
Not all laser sources are equally suitable for engraving steel. Wavelength, emission mode and pulse peak power density play a crucial role in determining how the beam interacts with the metal, affecting material removal speed, groove quality and process-related challenges.
Fiber Lasers (Infrared, 1064 nm)
Fiber lasers operating in the near-infrared region (1064 nm) are currently the most widely used technology for steel engraving in industrial applications.
Steel efficiently absorbs this wavelength, and the pulsed operating mode, with pulse durations in the nanosecond range, allows very high peak powers (in the kilowatt range) to be concentrated on extremely small spots.
The result is efficient ablation with competitive material removal rates. Fiber laser systems are also valued for their mechanical reliability, low maintenance requirements and ease of integration into automated production lines.
CO2 Lasers (Infrared, 10600 nm)
CO2 lasers, although historically among the most widely used technologies for material processing, exhibit very limited absorption on polished steel due to the high reflectivity of the material at a wavelength of 10600 nm.
For this reason, they are generally unsuitable for direct engraving on stainless steel, except in specific applications involving pre-treated surfaces or particular finishes. They are far more effective on materials such as wood, plastics and glass.
UV Lasers (Ultraviolet, 355 nm)
UV lasers, operating at 355 nm, deliver significantly higher photon energy than infrared systems, enabling cold ablation processes with reduced thermal input. On steel, this translates into engravings with minimal heat-affected zones and high-quality surface finishes.
However, material removal rates are generally lower than those achievable with fiber lasers, making UV systems better suited for precision machining of fine geometries or components particularly sensitive to thermal effects rather than high-volume production environments.
Laser Engraving on Different Types of Stainless Steel
Stainless steel is not a homogeneous material: its various microstructural families have chemical compositions and physical properties that significantly influence their behaviour during laser engraving. Understanding these differences makes it possible to set process parameters more effectively, reducing scrap rates and optimizing the quality of the final result.
Austenitic Stainless Steels (304, 316)
Austenitic stainless steels are the most common category in industry and are widely used in laser engraving processes.
Grade 304, thanks to its high corrosion resistance, is widely used in the food, pharmaceutical and medical sectors, where permanent component identification is often a regulatory requirement.
Grade 316, due to the addition of molybdenum that improves its resistance to corrosion in chloride-rich environments, is the preferred material for marine and subsea applications.
From a processing perspective, austenitic steels generally exhibit good absorption of a 1064 nm laser beam and allow acceptable material removal rates.
A specific challenge associated with these steels, more pronounced than in metals such as aluminium, is burr formation along the edges of the engraved groove. Instead of being completely vaporized, molten material may solidify into protrusions that require post-processing operations such as brushing, shot blasting or chemical treatments when surface quality is a critical parameter.
Ferritic Stainless Steels (430, 444)
Ferritic stainless steels, characterized by lower carbon content and a crystal structure different from that of austenitic grades, generally exhibit higher thermal conductivity.
This results in greater heat dissipation around the engraving area, which can reduce the depth achieved in a single pass while also limiting the extent of the heat-affected zone.
Their lower tendency to distort makes them attractive for applications involving thin sheets, although their corrosion resistance is generally lower than that of austenitic steels.
Duplex Stainless Steels (2205)
Duplex stainless steels, with their dual-phase austenitic-ferritic structure, combine high mechanical strength with excellent corrosion resistance.
In terms of laser engraving, their behaviour is intermediate between the two constituent phases: thermal conductivity falls between that of austenitic and ferritic grades, while their higher hardness may require greater specific power or a higher number of passes to achieve the same depth obtainable on 304 stainless steel.
Burr formation, although present, is generally manageable when the correct process parameters are applied.
Martensitic Stainless Steels (410, 420)
Martensitic stainless steels are distinguished by their high hardness and mechanical strength, making them suitable for tools, cutlery and wear-resistant components.
Laser engraving on these materials requires particular attention to thermal management: the heat concentrated in the processing area may induce local microstructural transformations, potentially altering the mechanical properties of the surrounding material.
In the most critical cases, especially on components that have already undergone heat treatment, it may be advisable to consider ultrashort-pulse lasers or UV systems to minimize thermal input.
Precipitation-Hardening Stainless Steels (17-4PH)
17-4PH is a high-performance stainless steel offering an excellent combination of mechanical strength, hardness and corrosion resistance. It is widely used in aerospace, the oil industry and precision engineering applications.
Laser engraving on this material is generally effective, but its high hardness requires carefully optimized processing parameters: scanning speed and power must be adjusted to ensure clean material removal without causing microcracks or localized overheating.

Technical Advantages of Laser Engraving on Steel
Compared with traditional mechanical engraving technologies (milling, pantograph engraving, punching) or chemical processes (etching, electrical discharge machining), laser engraving on steel offers a range of tangible technical advantages that translate into measurable operational benefits.
The main advantages include:
- No mechanical contact: the laser beam exerts no force on the workpiece, eliminating the risk of deformation in thin or complex-shaped parts while completely avoiding tool wear.
- High repeatability: galvanometer-based scanning systems provide positioning accuracy in the micrometre range, with tightly controlled dimensional tolerances from one part to another.
- Geometric flexibility: laser engraving enables the creation of profiles of virtually any shape, as well as text, codes and complex patterns, without requiring dedicated tooling or tool changes.
- Easy integration into production lines: laser systems can be seamlessly integrated into robotic cells and automated production lines, offering predictable cycle times and remote parameter control.
- Permanent results: the engraved cavity becomes a physical part of the material and is not affected by chemicals, abrasion or thermal cycles in the same way as labels, paints or ink-based markings.
An often overlooked aspect is thermal management when processing small components or parts with delicate geometries.
In these situations, the ability to distribute the energy input over multiple low-power passes rather than concentrating it in a single high-intensity operation helps maintain thermal control of the process and preserve the mechanical properties of the surrounding material.
Evlaser Solutions
Laser EngravingApplication Sectors and Technical Requirements
Laser engraving on stainless steel is used across a wide range of industrial sectors, each with specific technical requirements that justify its selection over alternative manufacturing processes.
Medical and Surgical Sector
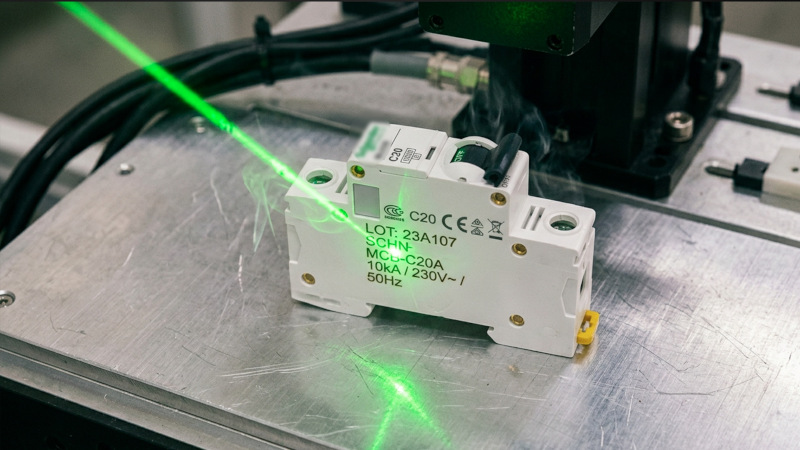
In the medical field, traceability of surgical instruments and implantable devices is an explicit regulatory requirement. In Europe, this is governed by Regulation (EU) 2017/745 (MDR), which mandates the unique identification of medical devices through a UDI (Unique Device Identification) code.
Laser engraving on 304 or 316L stainless steel makes it possible to permanently apply DataMatrix or alphanumeric codes directly onto the component surface. These markings remain resistant to autoclave sterilization cycles and the aggressive cleaning agents commonly used in hospital environments. The controlled engraving depth ensures long-term readability without compromising the mechanical properties of the instrument.
Marine and Offshore Industry
The marine and offshore industries require components capable of withstanding extreme environmental conditions, including seawater immersion, significant temperature variations and high pressures. 316 stainless steel, thanks to its corrosion resistance in chloride-rich environments, is the preferred material for submarine components, ships and offshore platforms.
Laser engraving on these components is primarily used to ensure permanent identification and traceability, even after years of service in harsh operating conditions where labels or surface markings would not be practical.
Food and Pharmaceutical Industry
In the food and pharmaceutical sectors, component surfaces that come into contact with products or operate in sterile environments must meet stringent hygiene requirements and remain free from porosity or discontinuities capable of trapping bacterial residues. Laser engraving on stainless steel enables the creation of functional cavities and raised features, as well as permanent identification markings, while maintaining full cleanability of the surfaces.
This is possible thanks to the geometric precision of the process, which allows the morphology of the groove bottom to be controlled in order to avoid sharp corners or areas that are difficult to access.
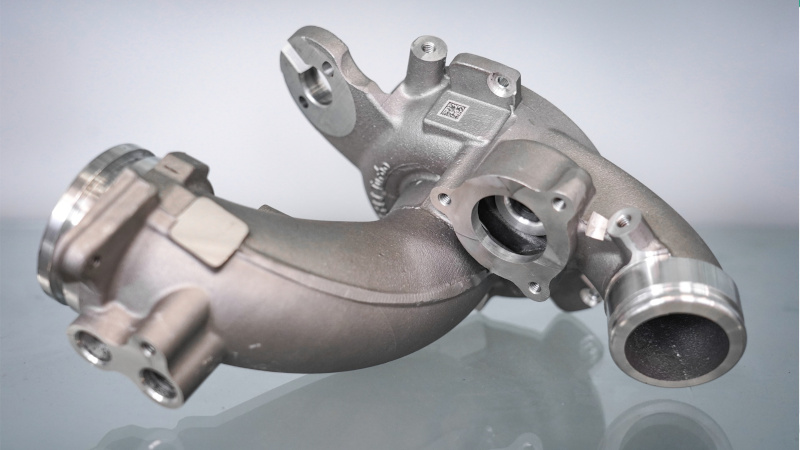
Aerospace and Precision Components
In the aerospace sector, traceability of structural and safety-critical components is an absolute requirement, often governed by AS9100 standards or manufacturer-specific specifications. Laser engraving on high-performance steels such as 17-4PH or special stainless-steel alloys makes it possible to apply permanent identifications that remain readable even after subsequent surface treatments such as painting or anodizing.
At the same time, the ability to create controlled surface textures using laser technology enables functional applications such as anti-slip surfaces, bonding areas with defined roughness, or tribological patterns designed to reduce friction in specific contact conditions.
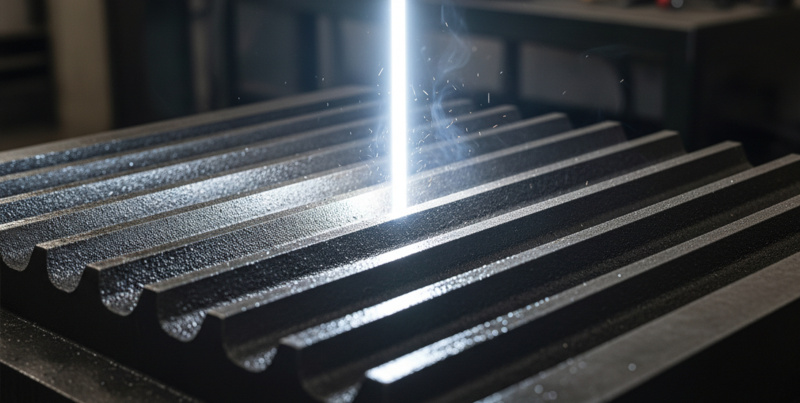
Industrial Moulds and Functional Textures
Laser engraving on steel is also widely used for creating surface textures on moulds and technical components. Through controlled material removal, it is possible to produce microgeometries and functional patterns that modify the behaviour of the surface.
In plastic injection moulding, for example, these processes allow aesthetic finishes to be transferred directly onto the final product. In other applications, they can improve coating adhesion, facilitate bonding processes or influence the tribological properties of a component. The precision of the process makes it possible to achieve uniform and repeatable textures even on complex geometries.
Watchmaking and Cutlery Industry
In sectors where the aesthetic appearance of steel components is an integral part of the product’s value, laser engraving makes it possible to create decorations and logos with levels of depth and detail that cannot be achieved using conventional mechanical tools.
The absence of physical contact with the workpiece and the repeatability of the process ensure consistent quality across production batches, while programming flexibility makes it possible to customize individual components without additional tooling costs.

Laser Engraving and Laser Marking on Steel: An Important Distinction
Those approaching laser technologies for the first time often tend to confuse engraving and marking.
It is important to emphasize that laser marking on steel does not involve significant material removal: the laser beam induces localized chemical or microstructural changes that alter the way light is reflected, creating visual contrast. The result is a flat mark that cannot be perceived by touch and is suitable for optical identification purposes, but not for applications requiring physical depth.
For a more detailed overview of this distinct process, please refer to the article dedicated to laser marking on steel. The choice between the two processes depends not only on aesthetic requirements but also on the functional requirements of the component, including depth, resistance to mechanical abrasion and long-term readability in demanding environments.
When the goal is to create permanent engravings, precisely control engraving depth or produce functional geometries on the surface of a component, laser engraving represents one of the most effective solutions available in industrial applications.
The ability to adapt process parameters to the characteristics of different steel grades and specific application requirements makes it possible to achieve repeatable, durable results that meet the demands of modern manufacturing processes.