Annealing is a laser marking technique particularly suitable when the required result is not a tactile engraving, but a stable and uniform color change on the metal surface.
Unlike ablation laser marking, which physically removes a layer of material, annealing works by heating the surface in a controlled manner until it darkens or changes color, without affecting the geometric profile of the part. In industrial applications, this distinction makes the difference between a component that fully preserves its dimensional tolerances and one that exhibits a micro-engraving, however slight.
Based on practical experience with stainless steel, light alloys, titanium and superalloys, this distinction is particularly evident in high-end industrial sectors, where marking must never compromise the performance of the component.
Understanding the physical principle behind annealing, rather than focusing solely on its visual appearance, is what allows this technique to be selected with full awareness instead of conventional laser marking.

What is Annealing?
The term annealing often creates terminological ambiguity because, in metallurgy, it refers to the volumetric heat treatment known as annealing, which is used to modify the crystalline structure of a material in order to reduce its hardness or relieve internal stresses, typically through furnace heating and cooling cycles applied to the entire workpiece.
The annealing discussed in this article is a completely different phenomenon, limited to laser marking: it is a purely superficial color change produced by localized heating over a depth of just a few micrometers, without altering the metallurgical structure of the component as a whole.
In laser marking, annealing marking (also referred to as laser annealing or simply annealing laser marking) produces a visible annealing effect in the form of a color change, generally dark but dependent on the alloy being processed.
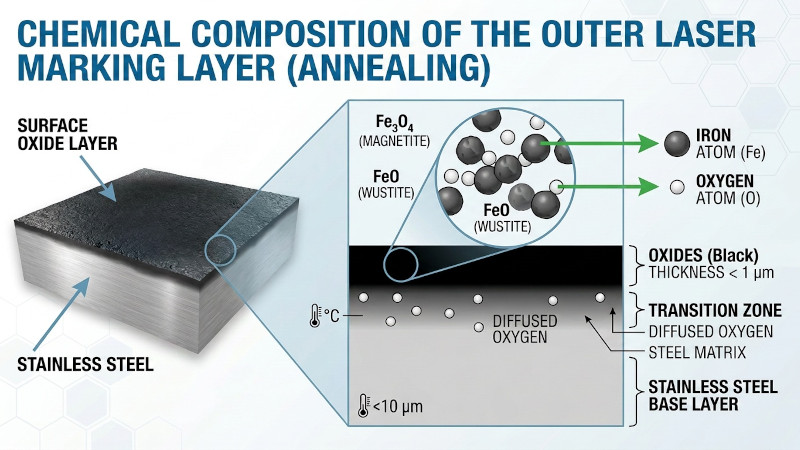
The process does not involve material removal: the surface remains physically intact, while the chemical composition of the outermost layer changes as metal oxides form, creating the new color.
How does Laser Annealing work and what is it used for?
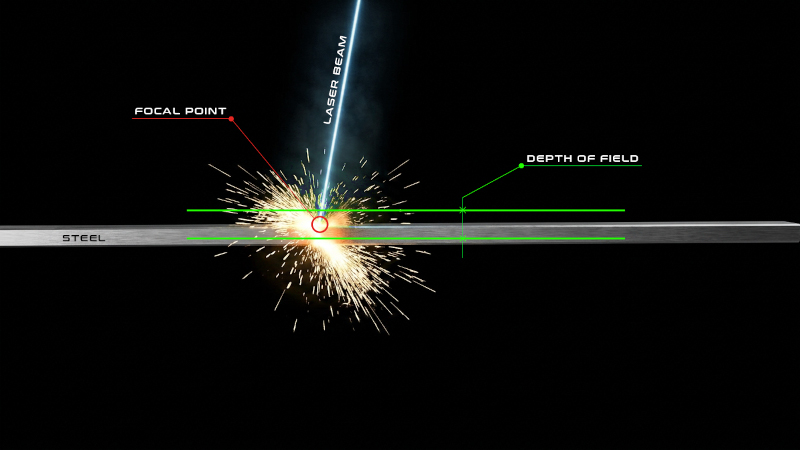
The annealing process takes advantage of a specific characteristic of the laser beam that is normally avoided in ablation laser marking: the region immediately beyond the focal point, where the energy is no longer concentrated at its maximum density. In this condition, known as defocus, the beam distributes its energy over a larger area than the focal spot, reducing the instantaneous power density.
This is exactly what is needed to achieve controlled surface heating rather than material removal: the goal is not to vaporize or melt the metal, but to raise its temperature enough to trigger a localized oxidation reaction.
It should be noted that defocus is an operating condition that provides a power density level compatible with annealing, rather than the physical principle that determines the process by itself. The formation of the oxide layer always depends on the combined effect of material absorption, heat management and pulse parameters, as described in the following sections.
The process begins with the absorption of laser energy by the material, a phenomenon that depends directly on the laser wavelength and the absorption coefficient of the specific alloy being processed.
Each material absorbs and reflects light differently depending on its composition and surface condition: a more reflective surface requires a higher energy input to reach the same temperature as a surface that absorbs radiation more efficiently. The absorbed energy is converted into heat, marking the beginning of the most critical stage of the process: thermal gradient management.
The heat generated by the laser beam does not remain confined to the impact point but propagates through the material according to diffusion mechanisms that depend on its thermal conductivity and specific heat capacity.
An alloy with high thermal conductivity dissipates heat more quickly into the surrounding areas, making it more difficult to maintain a localized and repeatable temperature increase. Conversely, an alloy with lower thermal conductivity tends to retain heat near the surface, promoting the formation of the oxide layer while increasing the risk of extending the heat-affected zone beyond the desired area.
The final result, in terms of color intensity and uniformity, therefore depends on the balance between the supplied energy, the rate at which that energy is dissipated within the material, and the interaction time between the laser beam and the surface.

Process parameters
Parameters such as power, scanning speed, pulse duration, frequency, spot size and the degree of defocus all contribute to this balance. Their combination determines whether the accumulated heat is sufficient to produce visible oxidation without exceeding the threshold at which surface melting or, worse, unwanted ablation occurs.
It is precisely this interaction between process parameters and the thermal behavior of the material that makes annealing a technique requiring careful optimization, varying not only from one alloy to another but also from batch to batch when the initial surface conditions change.
The physical sequence can therefore be summarized as follows: laser energy is absorbed by the surface, converted into heat, the heat raises the material temperature in a controlled and localized manner, and once the activation threshold is reached, the oxide layer responsible for the marking is formed or modified.
The resulting color is not produced by an added pigment, but by an optical effect related to the thickness and composition of this layer. For this reason, the same process settings can produce different shades on different alloys, and it is incorrect to assume that annealing always produces the same color result, regardless of the material being processed.

Which Laser sources can be used for Annealing?
Not all laser sources are equally suitable for a process that requires precise control of heat input rather than high material removal capability. What distinguishes a laser source designed for annealing from one intended for deep engraving is its ability to accurately control pulse duration and pulse shape, allowing the energy delivered to the material to be precisely adjusted and preventing excessive heat buildup.
Fiber lasers with nanosecond pulse durations, whose pulse length is fixed by the cavity architecture, represent the most widely used technological solution for industrial annealing. They offer an excellent balance between power, reliability and operating costs, making them suitable for most applications involving stainless steel and common metal alloys.
The limitation of this configuration is that the fixed pulse duration restricts the achievable range of oxide layer thicknesses and, consequently, the range of colors that can be reproduced consistently. Outside this operating window, the process tends to result in insufficient oxidation or, conversely, excessive heat input that compromises edge sharpness.
When greater process control is required, the preferred solution is the MOPA laser (Master Oscillator Power Amplifier), whose architecture separates the pulse-generating oscillator from the amplification stage, allowing pulse duration and repetition frequency to be adjusted independently.
This significantly expands the range of oxide layer thicknesses that can be achieved with the same laser source and, consequently, the range of reproducible colors on the same alloy. For the same component, a MOPA laser provides a wider and more stable process window, reducing color variation between parts in serial production—an aspect that is just as important as marking contrast in precision applications.
Where the heat-affected zone must be kept to an absolute minimum, such as when marking medical components or heat-sensitive alloys, ultrashort-pulse laser sources, particularly picosecond lasers, are the preferred choice.
The reason this technology is favored in the most demanding medical applications is primarily physical rather than application-related: when the pulse duration is shorter than the characteristic heat diffusion time of the material, the energy is delivered before heat has time to spread into the surrounding areas, resulting in a significantly smaller heat-affected zone than with longer pulses, while transferring the same amount of energy.
In the medical sector, the advantage is not merely aesthetic. Reduced thermal alteration minimizes the risk of modifying the surface microstructure of the alloy, preserving corrosion resistance and biocompatibility in surgical instruments and implants.
Other technologies, such as Nd:YAG lasers, are still found in existing installations but have largely been replaced by fiber lasers. CO2 laser sources, which are poorly absorbed by polished metals, are generally limited to coated or painted surfaces.
Advantages and limitations of Annealing Laser Marking
The most immediate advantage of annealing over ablation laser marking or laser engraving is the absence of material removal: the surface profile of the component remains unchanged, as do its mechanical properties and dimensional tolerances.
This is particularly important whenever the marking process must not introduce surface discontinuities, whether for fatigue resistance or for hygiene and cleanability, since the absence of micro-indentations reduces the areas where residues or contaminants can accumulate.
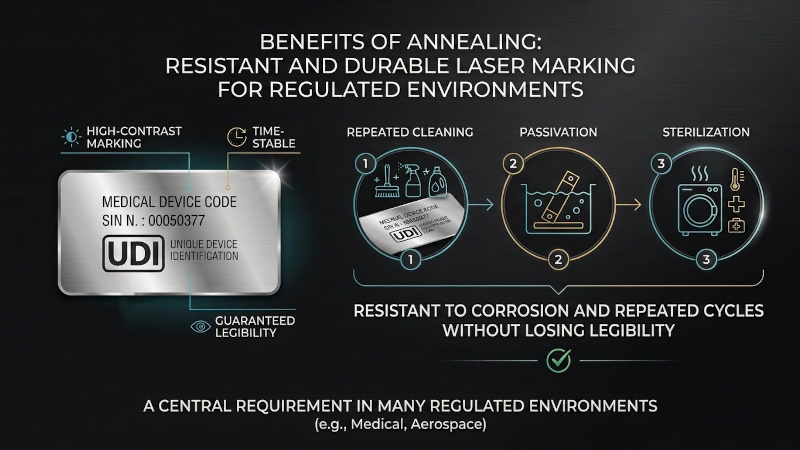
In addition, annealing provides corrosion-resistant markings that remain stable over time, withstanding repeated cleaning, passivation and sterilization cycles without losing readability—a key requirement in many regulated industries. However, the technique also has certain limitations that should be considered when selecting the marking process:
- the resulting color depends heavily on the material type, its alloy composition and the process parameters used, meaning that not all metals provide the same contrast or color range
- on materials with a low tendency to form stable surface oxides, or on highly reflective alloys, achieving high contrast can be more challenging than with ablation laser marking
- the process window is generally narrower than with other marking techniques, since excessive heat input may lead to surface melting or an undesired extension of the heat-affected zone
For this reason, when the primary objective is maximum contrast regardless of the material, or when deeper markings are required to remain visible even after aggressive surface treatments such as painting or anodizing, ablation laser marking or laser engraving is often the preferred solution.
Annealing, on the other hand, remains the best choice whenever preserving the surface integrity of the component is just as important as achieving a durable aesthetic and functional result.
Discover EVLaser Solutions
Industrial Laser MarkersTypical applications and industries
The medical sector is probably the field in which annealing plays its most critical functional role, not merely an aesthetic one. On surgical instruments, titanium implants, stents and biomedical components, marking produced by engraving or ablation would create microscopic surface discontinuities where organic residues or contaminants could accumulate, posing a real risk to the sterilizability of the device.
A common example is the marking of UDI (Unique Device Identification) codes, often in Data Matrix format, as required by European medical device regulations and U.S. standards. The code must remain readable throughout the entire service life of the device and withstand repeated autoclave and chemical passivation cycles without losing contrast. Annealing achieves this because it does not create surface defects that sterilization treatments can progressively affect over time.
On titanium implants and stents, where the component remains in direct and prolonged contact with human tissue, the marking also helps preserve a biocompatible surface free from unwanted oxidation.

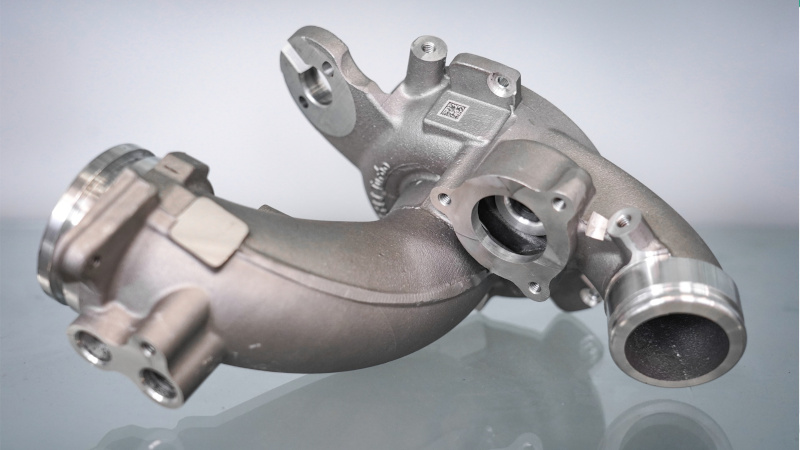
In the aerospace industry, annealing is used to mark turbines, blades and components made from superalloys, where extreme mechanical and thermal stresses make any surface discontinuity a potential initiation point for fatigue cracks.
Typical marking applications in this sector involve the serialization of individual components, often using Data Matrix codes or alphanumeric identifiers combined with batch numbers and part numbers, to ensure traceability throughout the entire life cycle of the part, from manufacturing to maintenance and scheduled overhauls.
The marking must remain readable and stable throughout the entire service life of the component, without causing localized corrosion or altering the surface microstructure.
In the automotive industry, annealing is selected for marking precision components such as gears or fuel injection system parts that cannot tolerate dimensional changes, or whenever a uniform aesthetic finish is required on visible components.
Here too, marking typically consists of Data Matrix codes or alphanumeric serial numbers used for traceability throughout the production chain and for managing batch-specific product recalls.
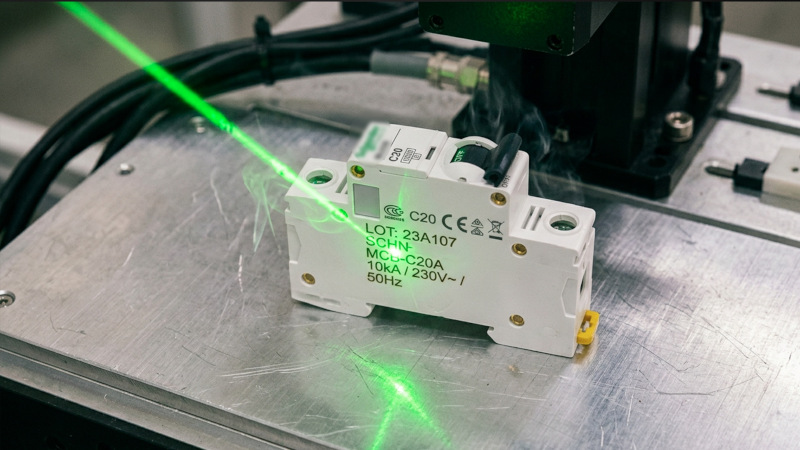
In the electronics and microelectronics industries, the technique is used to mark connectors, electrical contacts and small metal housings, where the transferred heat must remain extremely limited to avoid damaging sensitive parts located close to the marking area. In these applications, the ability to precisely control pulse duration and energy—typical of MOPA and picosecond lasers—is essential for producing clear, readable markings without compromising the integrity of the component.

Why choose Annealing when the surface must remain unchanged
Annealing proves its value precisely in applications where marking cannot be considered a standalone operation, but must integrate seamlessly with the performance requirements of the component being marked.
This principle is consistently confirmed by practical experience in high-end industrial applications: the quality of an annealing marking is measured not only by the color contrast achieved, but also by its ability to withstand, over time, the same operating conditions to which the component itself is exposed.
For this reason, annealing should not be regarded simply as an alternative to traditional laser marking, but as a technique with its own specific field of application, particularly wherever reliability, biocompatibility and dimensional accuracy are non-negotiable.