Laser Marking of Heavy Parts: how to optimize setup and reduce cycle times

Laser marking of heavy parts is an operation that, in the most demanding industrial environments, immediately reveals its limitations when approached with a conventional method.
The bottleneck is not the laser technology itself — today’s marking systems achieve remarkable speed and precision — but rather the process that precedes and accompanies it: moving, positioning, and stabilizing a 150, 200, or 300 kg component beneath the laser scanning head safely, quickly, and repeatably.
Steel molds, engine blocks, valve bodies, industrial flanges: all components that share the same critical issue. Their weight and size make every setup operation slow, physically demanding, and potentially hazardous.
This article addresses the topic as it is actually experienced on the production floor: as a matter of workflow, ergonomics, and operational continuity, rather than simply a question of laser power.
Why heavy-duty parts create setup challenges
When working with oversized components, the marking process stops being purely a laser-related issue and becomes a matter of physical part handling.
The difficulties are not theoretical: they occur concretely during every production shift, directly affecting cycle times and operator safety.
The most common challenges in handling heavy components during marking include:
- High friction on the work surface: on conventional flat surfaces, moving a 250 kg steel block requires significant physical effort, exposing operators to biomechanical strain incompatible with repetitive production cycles.
- Positioning inaccuracies: difficult handling inevitably leads to approximate positioning, with the risk that the marking point does not match the programmed coordinates. The result is scrap or rework.
- Extended setup times: every loading, orientation, and centering operation takes time away from actual production. In environments handling batches of similar parts, these minutes quickly add up.
- Injury risk: the manual handling of loads exceeding certain limits, defined by European Directive 90/269/EEC and NIOSH guidelines, exposes workers to significant musculoskeletal risks.
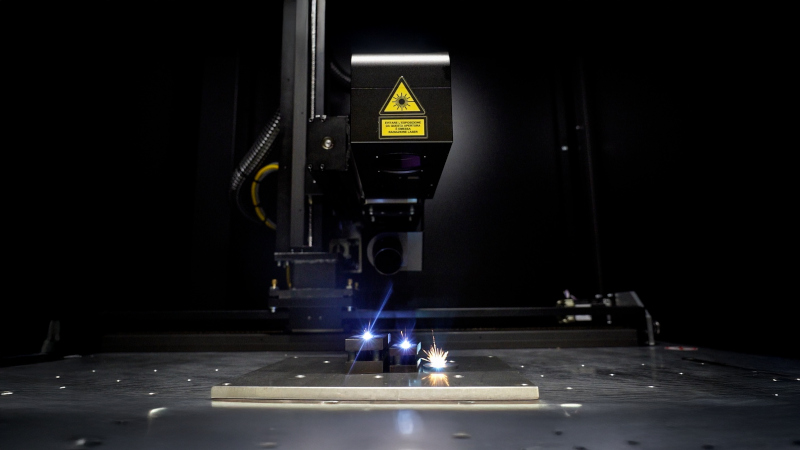
In addition to this, there is the need for adequate machine structures: an industrial laser marking machine designed to support loads of several hundred kilograms requires a rigid internal steel frame capable of absorbing weight without deformation, while maintaining optical alignment and accurate positioning of the marking head.

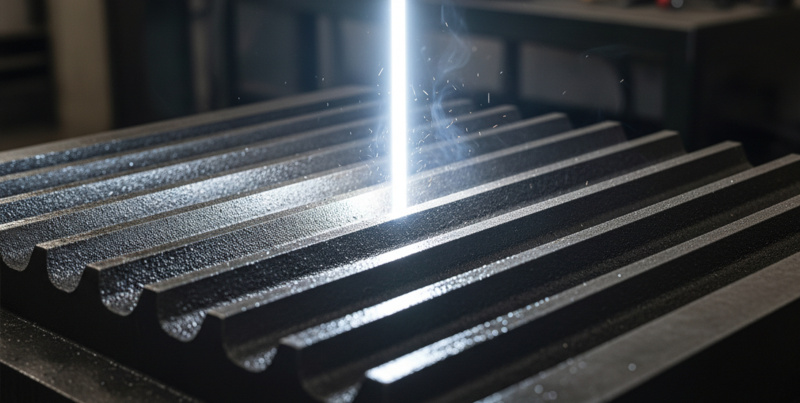
The technical solution: integrated ball transfer table and structural frame
The approach developed by EVLASER for laser marking of heavy parts is based on two interdependent elements: an aluminum worktable with integrated ball transfers and an internal structural steel frame.
Neither element alone solves the issue; it is their combination that transforms a critical operation into a smooth and repeatable process.
The ball transfer table: reduced friction and precise positioning
The aluminum table with integrated ball transfers allows loads up to 300 kg to be moved with minimal applied force.
The rotating balls distributed across the surface drastically reduce friction between the part and the worktable: what would require a forceful push on a flat surface becomes a controlled movement manageable even with one hand.
The practical operational advantages of this solution include:
- Total movement fluidity: the part glides across the table in a controlled manner, without jerks or micro-slips that could compromise final positioning.
- Millimetric precision: once guided into the correct position, the component can be centered using physical references or positioning stops, ensuring repeatability of the marking point.
- Reduced physical strain: operators are no longer required to lift or drag the part, with a direct impact on fatigue and injury risk during the shift.
- Compatibility with lifting aids: the table is designed to receive parts positioned using forklifts or hoists, integrating external handling with internal machine movement.
This solution is available as a custom configuration developed on the basis of ICONX, EVLASER’s industrial laser marking system designed for heavy-duty applications.
For applications requiring the integration of a ball transfer table external to the machine but structurally connected to it, EVLASER offers tailored solutions as part of its custom engineering program.

The structural frame: the foundation ensuring precision under load
An effective ball transfer table is not enough if the machine supporting it cannot withstand heavy loads without deformation.
The internal structure of the ICONX is made of steel with a reinforced geometry, designed to support static loads up to 300 kg without frame deflection affecting the alignment of the laser scanning head.
This aspect is often underestimated: even a displacement of a few tenths of a millimeter in the worktable, caused by structural flexing, can result in a positioning error in the marking of parts with tight tolerances.
Pre-process efficiency and Takt Time reduction
In serialized industrial production, Takt Time — the cycle time available to complete a single unit — is the parameter that determines production capacity sizing.
When working with heavy-duty parts, the setup phase (loading, positioning, centering) can account for as much or even more time than the marking operation itself.
Reducing setup time means increasing the number of marked parts per shift without changing the laser scanning speed.
This is an efficiency gain generated upstream of the process and accumulated throughout the entire working day. An operator who takes 4 minutes instead of 12 to load and position a 200 kg mold saves 8 minutes per cycle: over an 8-hour shift, this translates into a significant increase in throughput.
This concept of pre-process efficiency, namely optimizing everything that happens before the laser starts working, is the real added value of an integrated system like the one proposed by EVLASER.
It is not an optional accessory, but a paradigm shift in the way a marking station is designed.

Laser Marking of heavy components: industrial applications
Laser marking of oversized components is used across a wide range of industrial sectors, all sharing the same challenge: physical part handling during the process.
Below are some representative applications and their specific operational requirements.
Heavy metal fabrication and molds
Steel molds for die casting or hot forging are among the most representative parts in this category. A mold block can weigh from several dozen to several hundred kilograms and requires the marking of precise technical data, such as mold number, cavity code, and production date, in specific and not always easily accessible positions.
With the ball transfer table, the mold is introduced into the machine using a forklift or hoist, then manually oriented with precision until it reaches the marking position. The absence of friction makes this phase safe and fast even for a single operator.
The same principle applies to structural joints and large-format plates, commonly used in industrial metal fabrication.
Railway industry: brake discs and axles
Railway brake discs and axles are safety-critical components subject to mandatory traceability throughout their lifecycle. The marking must be permanent, legible, and compliant with sector-specific technical requirements (EN standards for rolling stock).
Due to the cylindrical geometry and considerable weight of these components, correct positioning is one of the most critical operations. The ball transfer table allows the component to be rotated and translated until the optimal orientation is achieved, reducing the risk of off-position marking.
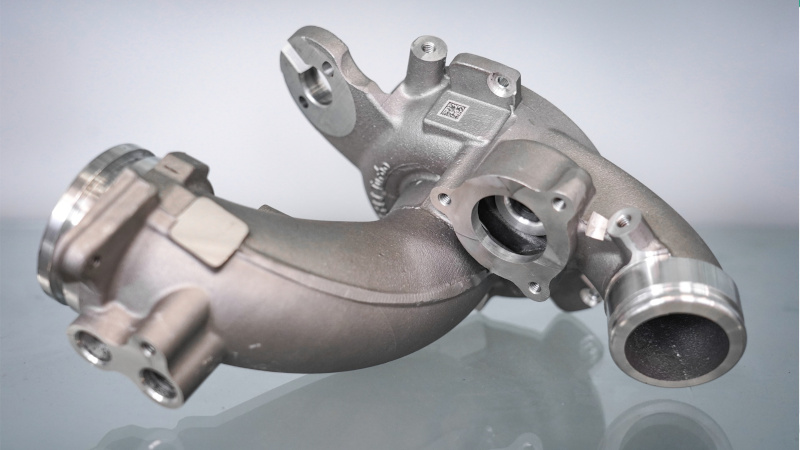
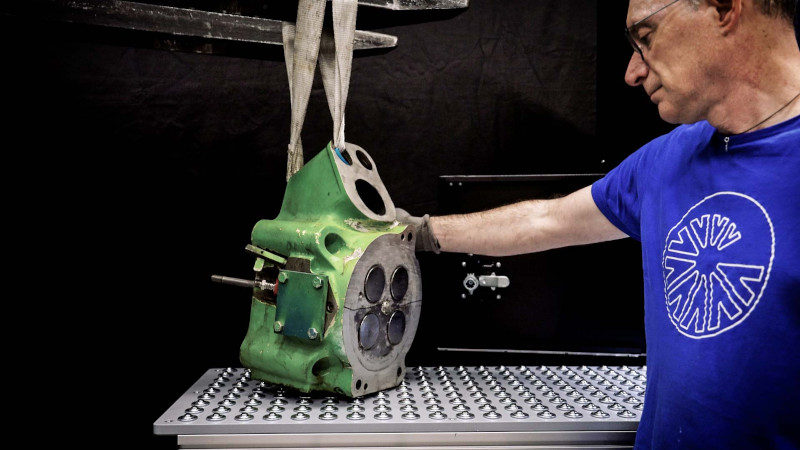
Oil & gas and hydroelectric: valves, flanges, and turbines
Industrial valve bodies, flanges, and hydraulic turbine components combine significant weight with the need for markings compliant with API and ISO standards.
A DN400 valve body can weigh 200 kg or more: sliding it across the ball transfer table allows it to be precisely oriented for marking identification codes in the position required by regulations, without the need for tilting or manual lifting operations.
In this sector, component traceability has direct legal and safety implications, making positioning precision a non-negotiable requirement.
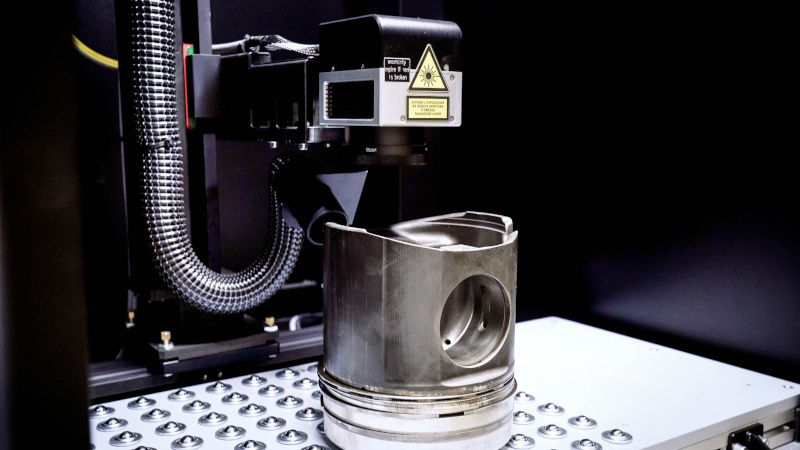
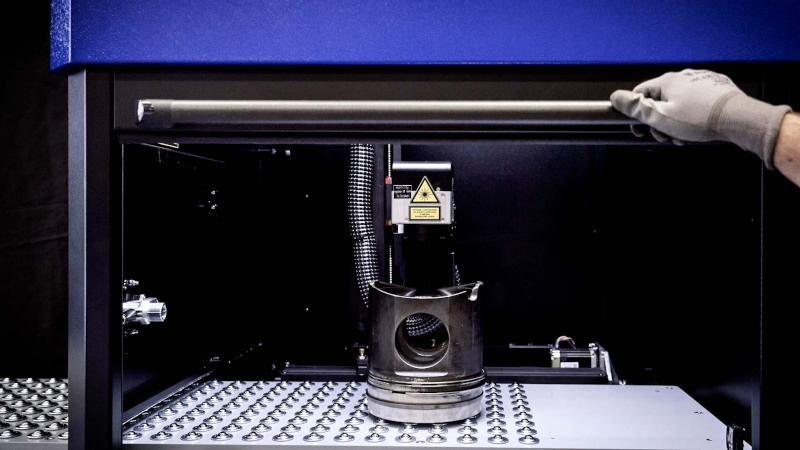
Marine industry: large engine components
Pistons, connecting rods, and other large marine engine components feature complex geometries and substantial weight. Laser marking is used for serial number identification, classification, and technical data required by marine certification bodies such as Bureau Veritas, Lloyd’s Register, or RINA.
Bringing these components directly into the machine using a hoist, without manually transferring them from one position to another, is what makes the process sustainable in terms of ergonomics and time efficiency.
Automotive: gearboxes, engine blocks, and drive shafts
In the automotive industry, marking VIN numbers, serial numbers, or traceability codes on gearboxes and engine blocks requires absolute component stability and highly accurate positioning.
A cast iron engine block can weigh over 100 kg and feature irregular support surfaces. The combination of a ball transfer table and dedicated positioning references allows setup standardization even for complex parts, ensuring the repeatability required in mass production.
Lifting equipment sector: integration with forklifts and hoists
In departments producing components for cranes, winches, or industrial lifting systems, the parts to be marked can reach dimensions and weights that make any manual handling impractical.
In these contexts, the machine must be designed to receive the part directly from the lifting equipment: appropriately sized openings, an access table at the correct height, and a supporting structure capable of withstanding the dynamic load generated during positioning.
These specifications are part of the custom solutions developed by EVLASER.
For each Application
Industrial Laser MarkersThe strategic value: why invest in an integrated system
A laser marking system designed for heavy parts is not simply a more robust machine. It is an investment that delivers measurable benefits across three operational dimensions: safety, quality, and productivity.
Each of these dimensions deserves separate evaluation because the benefits do not overlap — they multiply.
From a safety and ergonomics perspective:
Reducing physical effort during setup lowers the risk of musculoskeletal injuries, one of the leading causes of absenteeism in production environments.
Directive 90/269/EEC and related national technical regulations (implemented in Italy through Legislative Decree 81/2008) establish precise limits for manual load handling: a system equipped with a ball transfer table makes it possible to comply with these limits even with very heavy parts, since the required action is guiding rather than lifting.
From a quality and precision perspective:
Controlled, low-friction handling ensures that the part reaches the marking position repeatably.
This eliminates one of the main causes of scrap and rework: inaccurate positioning. In sectors such as Oil & Gas or railway manufacturing, where marking coordinates are defined by strict technical specifications, this precision is not an added value but a compliance requirement.
From a productivity perspective:
The increase in throughput — parts processed per shift — is the direct consequence of reduced downtime during loading and unloading operations.
A smooth setup process contributes to production flow continuity, reducing interruptions and allowing operators to focus on process quality rather than physical effort.
From a Lean Manufacturing perspective, this type of pre-process optimization is exactly the kind of intervention that generates systemic improvements across the entire production line.
Laser Marking on heavy equipment as a system, not just an operation
Laser marking on heavy equipment and structures requires going beyond evaluating the laser source alone.
Marking technology is mature and reliable; the critical variable is how the process is designed around the component itself. Ergonomics, structural support, handling, and precision are not secondary elements: they are the system.
For companies regularly working with oversized components — whether a 200 kg mold, an industrial valve body, or a railway axle — selecting a marking solution must begin with this question: how is the part handled before and during marking?
The answer to this question defines the true operational cost of the process and its long-term scalability.