- Home
- >
- Academy
- >
- Laser Marking on Steel: how It works and which technologies to use in Industrial Applications
Laser Marking on Steel: how It works and which technologies to use in Industrial Applications
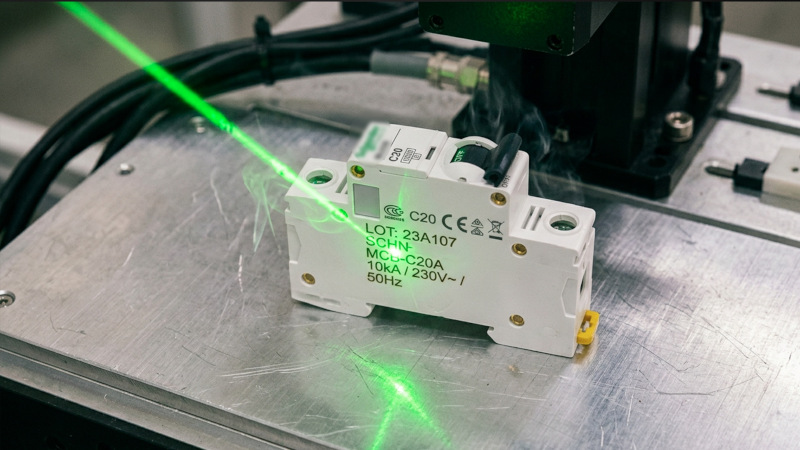
Laser marking on steel is now one of the most widely used permanent identification processes in the manufacturing industry.
From the traceability of automotive components to the marking of medical devices, as well as aerospace and precision engineering applications, this process makes it possible to apply codes, logos, serial numbers and functional information directly onto the metal surface, without the use of consumables, inks or chemical processes. The result is a stable, durable marking solution that can be fully integrated into automated production lines.
It is important to distinguish laser marking from laser engraving from the outset: while marking acts superficially or imperceptibly, modifying the microstructure and oxidation state of the outer metal layer without significant material removal, engraving involves the physical removal of the surface, creating a deep groove.
This article focuses on marking processes, with particular attention to annealing and the most suitable modern technologies for industrial environments.
How Laser Marking on Steel works
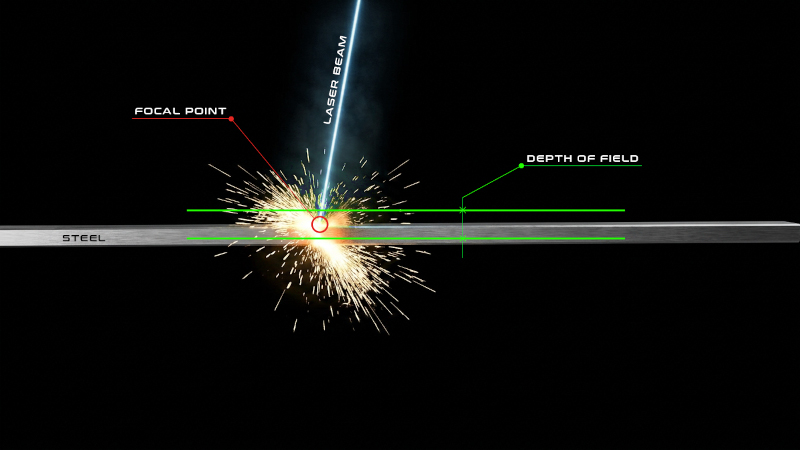
The physical principle behind laser marking is the interaction between the focused laser beam and the metal surface.
Depending on the selected parameters (power, scanning speed, pulse frequency and wavelength), the transferred energy produces different effects on the surface layer of the steel. Generally speaking, three main mechanisms can be identified.
The first is surface modification with micro-ablation: the laser removes an extremely thin layer of material while simultaneously promoting the formation of surface oxides. The visual result is a dark, high-contrast mark generated by the combination of slight ablation and the precipitation of metallic oxides.
The second mechanism is surface modification without material removal, which produces light or white markings. In this case, the laser acts by expanding or redistributing the material without removing it, altering the surface microstructure to create a light contrast effect against the base metal.
The third, and probably most sophisticated, mechanism is the annealing process: a localized heat treatment that involves no material removal whatsoever.
The laser energy induces a controlled thermal variation within the surface layer, promoting the precipitation of oxides from the alloying elements present in the material.
The result is a dark marking, imperceptible to the touch and offering excellent visual contrast. This mechanism will be examined in greater detail in the following sections.

Types of Lasers for Steel Marking
The choice of laser source has a decisive impact on process quality, speed and applicability.
In modern industry, fiber lasers operating in pulsed mode represent the most widely used technology for steel marking, thanks to their high power density, wavelength of approximately 1064 nm (particularly suitable for interaction with metal surfaces), reliability and low operating costs.
The laser source power, typically ranging from 20 to 100 W in industrial applications, primarily affects marking speed rather than the final quality of the result.
Among the available technologies, MOPA (Master Oscillator Power Amplifier) sources deserve special attention.
Unlike traditional fiber lasers with passive Q-switch technology, MOPA lasers provide independent control over pulse duration and frequency.
This translates into far more precise control of heat input to the workpiece: the heat-affected zone (HAZ) is significantly reduced, delivering direct benefits in terms of marking quality and preservation of the surrounding material.
For annealing processes on stainless steel, MOPA lasers enable controlled oxidation with minimal thermal input, expanding application possibilities particularly in the medical sector and high-precision traceability applications.
Other laser sources are still used in specific contexts. Pulsed Nd:YAG lasers, a well-established technology since the 1990s, have gradually been replaced by fiber lasers in most standard applications, although they remain in operation within certain existing industrial installations.
CO₂ lasers, with a wavelength of approximately 10.6 μm, are generally not suitable for direct marking on polished steels (as metal strongly reflects at that wavelength), but they are used for marking coatings and painted surfaces.
Picosecond and femtosecond ultrashort-pulse lasers, on the other hand, are employed for marking particularly delicate materials or applications where the HAZ must be virtually non-existent, such as medical-grade steels with treated or coated surfaces.

Laser Annealing on Stainless Steel: the high-contrast, touch-free process
Laser annealing is a marking technique distinguished by the complete absence of material removal. The laser beam locally heats the steel surface to a temperature sufficient to trigger the precipitation of oxides from the alloying elements, particularly chromium, which is present in significant concentrations in stainless steels.
The result is a surface colour variation, typically dark or black, clearly visible but imperceptible to the touch.
In annealing processes, preliminary surface cleaning plays an important role in ensuring process stability. Oil residues, contaminants or pre-existing oxidation can locally alter laser energy absorption, causing colour variations, reduced contrast or inconsistencies in the final marking.
This process works particularly well on chromium-containing steels, especially stainless steels (304, 316, 17-4 PH series and similar grades), titanium and certain alloy steels containing chromium or other oxidizable elements.
On carbon steels lacking alloying elements such as chromium, the annealing effect is less predictable and may require different operating conditions.
The primary advantage of annealing compared with micro-ablation marking is especially significant in medical applications.
When a laser removes material from the surface of a stainless-steel surgical instrument, it also removes the passive chromium oxide layer that protects the surface against corrosion. The resulting micro-cavities may become substrates for the proliferation of bacteria and microorganisms, potentially compromising instrument sterilizability.
Annealing, by preserving the original surface profile, maintains the integrity of this protective layer, making it the preferred technique for certified medical applications in accordance with the requirements of ISO 13485 quality management systems for the medical sector.
With MOPA laser sources, annealing can be performed with highly precise pulse-duration control, minimizing heat input. This results in an extremely small HAZ, sharper markings and greater process repeatability—an essential requirement for serial production.
By extending the annealing principle, it is also possible to produce colour markings on stainless steel and titanium. By varying laser parameters (particularly scanning speed and pulse frequency), the thickness of the oxide layer can be controlled, which in turn determines the perceived surface colour through optical interference effects.
The range of achievable colours depends on the alloy being processed and the environmental conditions; the process requires accurate parameter optimization and controlled environmental conditions.

Technical advantages of Laser Marking on Steel
The choice of laser marking over other identification technologies (dot peening, electrochemical marking, pad printing and screen printing) is justified by a series of tangible technical advantages related to quality, durability and integration within the manufacturing process.
From a durability standpoint, laser marking on steel withstands harsh operating conditions. In annealing processes, where no surface material is removed, the marking retains the same chemical and physical properties as the substrate, including corrosion resistance.
Surface markings created through controlled micro-ablation, although slightly modifying the surface profile, remain readable after sterilization cycles, chemical treatments, painting operations and light sandblasting, depending on the selected process parameters.
In the automotive sector, laser-marked DataMatrix codes must meet optical readability requirements even after heat treatment, phosphating and painting processes: a requirement that laser marking consistently fulfills when properly parameterized.
The surface finish of the steel also directly affects marking quality. Polished, satin-finished or sandblasted surfaces exhibit different levels of reflectivity and roughness, which influence both the visual contrast of the code and its readability by industrial vision systems.
Laser parameterization must therefore be adapted not only to the material itself, but also to the surface condition of the component.
Other significant technical advantages include industrial integration:
- No consumables and no physical contact with the workpiece, eliminating variables related to tool wear and positioning.
- Direct integration into automated production lines through standard industrial protocols (EtherCAT, Profinet, I/O interfaces) and software-based management of marking variants.
- Flexibility of marked content without additional costs: serial numbers, batch codes and production dates can be changed via software without replacing dies or matrices.
- High process repeatability and traceability: marking parameters can be stored and recalled, with audit trail capabilities available in certified environments.

Application sectors and industrial traceability
Laser marking applications on steel span a broad range of industrial sectors, each with specific requirements regarding readability, durability and regulatory compliance.
Automotive and Component Traceability
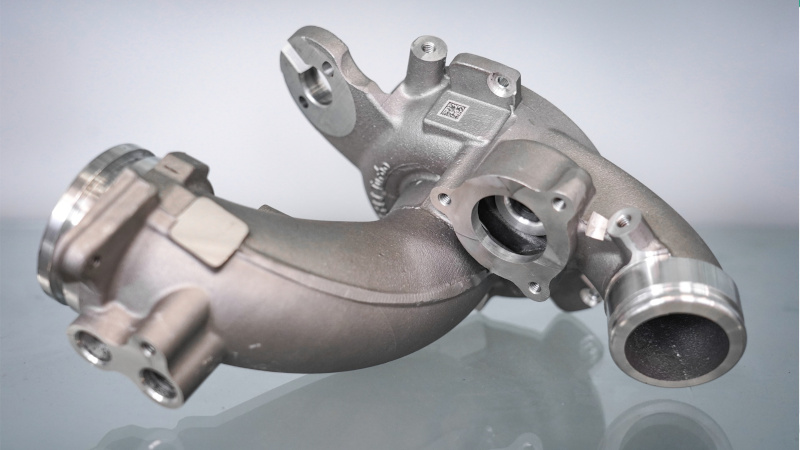
In the automotive industry, component traceability is a system requirement rather than an optional feature. DataMatrix codes applied to mechanical parts (shafts, gears, transmission housings and structural components) must remain readable by machine vision systems throughout the entire supply chain, including post-processing stages.
To meet these requirements, marking is often performed using a combination of approaches: annealing for stainless-steel and high-alloy steel components, dark surface marking for carbon-steel parts, and white marking for applications where the base material is already dark.
The optical readability of DataMatrix codes, evaluated according to the ISO/IEC 15415 standard, depends directly on marking contrast and the absence of geometric cell distortions: both factors can be precisely controlled through laser parameter settings.
Medical Devices
For surgical instruments and medical devices made of stainless steel and titanium, laser annealing is often the recommended marking technique for compliance with industry regulations.
The European Medical Device Regulation (MDR 2017/745) and the relevant ISO guidelines require devices to be identified with a permanent and readable UDI (Unique Device Identification) code, even after repeated sterilization cycles.
Annealing marking meets these requirements while preserving surface biocompatibility and corrosion resistance, without introducing discontinuities into the surface profile that could compromise cleaning and sterilization processes.
Aerospace and Precision Engineering
In the aerospace industry, laser marking is used for spare-part identification, serial number marking and lifecycle documentation management of components.
MIL-STD specifications and AMS (Aerospace Material Specifications) standards impose strict requirements regarding mark permanence, readability and the absence of adverse effects on the material’s mechanical properties.
The absence of material removal inherent to annealing, combined with the low HAZ ensured by MOPA laser sources, satisfies these requirements more effectively than many alternative technologies.
Other important sectors include the manufacture of valves and industrial fittings (where laser marking identifies pressure class, material grade and production batch), precision engineering (moulds, dies and tooling components), electromechanics and energy-sector components.
Do you need to mark a component?
CONTACT EVLASERHow much does an industrial Laser Marking machine for Steel cost
Evaluating the cost of an industrial laser marking system for steel requires an approach that goes far beyond the purchase price of the laser source itself.
The total cost of ownership (TCO) depends on a range of technical and organizational variables that should be analyzed separately.
The main factors influencing overall cost include:
- Type and power of the laser source: high-end MOPA sources have a higher purchase cost than standard Q-switched fiber lasers, but offer superior performance in annealing processes and longer operational life.
- System configuration: manual workstation, semi-automatic system with operator positioning, or fully integrated robotic cell. Mechanical complexity and software integration significantly affect the overall cost.
- Production volume and cycle time: in high-volume production with short cycle times, marking speed (which is influenced by source power) becomes a direct economic factor in terms of cost per part.
- Operating costs: fiber and MOPA laser systems are virtually consumable-free. Recurring costs mainly involve electricity consumption and preventive maintenance, which are significantly lower than those associated with dot-peening or pad-printing systems.
- Process compliance and certification: in sectors such as medical devices and aerospace, the cost of validating and documenting the marking process can represent a significant portion of the overall project budget.
Unlike competing technologies, laser marking does not require the periodic replacement of tools and does not generate scrap caused by wear of impression systems.
This makes the calculation of return on investment particularly attractive in production environments characterized by highly variable marking content or stringent traceability and certification requirements.

Choosing the right process based on material and application
Laser marking on steel is now used across a wide variety of industrial environments, ranging from automotive manufacturing and medical devices to traceability systems based on DataMatrix codes.
The selection of the correct process—whether dark marking, white marking or annealing—and the most suitable laser source, particularly modern MOPA platforms, depends on the material specifications, the geometry of the workpiece and the regulatory requirements of the target industry.
To explore the differences between laser marking and laser engraving on steel in greater detail, including a focus on material-removal processes and the situations in which engraving represents the most suitable solution, a dedicated technical article is available: Laser Engraving on Steel: Processes, Advantages and Laser Sources.