La marcatura laser su acciaio rappresenta oggi uno dei processi di identificazione permanente più diffusi nell’industria manifatturiera.
Dalla tracciabilità di componenti automotive alla marcatura di dispositivi medicali, passando per l’aerospaziale e l’industria meccanica di precisione, questo processo consente di apporre codici, loghi, numeri di serie e informazioni funzionali direttamente sulla superficie metallica, senza ricorrere a consumabili, inchiostri o processi chimici. Il risultato è una marcatura stabile, resistente e pienamente integrabile nelle linee di produzione automatizzate.
È importante distinguere fin da subito tra marcatura laser e incisione laser: mentre la marcatura agisce in modo superficiale o impalpabile, modificando la microstruttura e lo stato di ossidazione dello strato esterno del metallo senza rimozione significativa di materiale, l’incisione comporta un’asportazione fisica della superficie con formazione di un solco profondo.
Questo articolo si concentra sui processi di marcatura, con particolare attenzione all’annealing e alle tecnologie moderne più adatte al contesto industriale.
Come funziona la Marcatura Laser sull’Acciaio
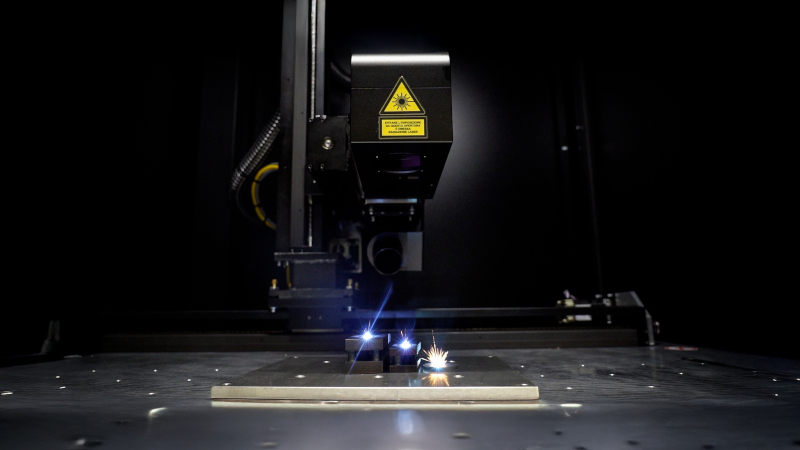
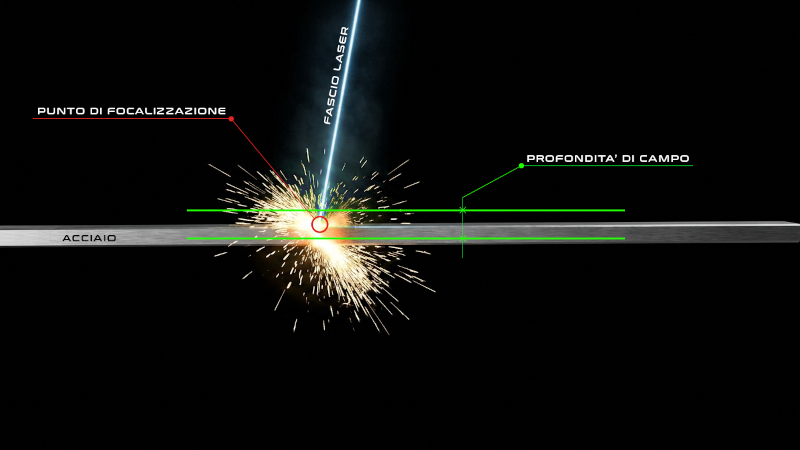
Il principio fisico alla base della marcatura laser è l’interazione tra il fascio laser focalizzato e la superficie metallica.
A seconda dei parametri impostati (potenza, velocità di scansione, frequenza di impulso, lunghezza d’onda), l’energia trasferita produce effetti diversi sullo strato superficiale dell’acciaio. In termini generali, si distinguono tre meccanismi principali.
Il primo è la modificazione superficiale con micro-asportazione: il laser rimuove uno strato sottilissimo di materiale e favorisce contestualmente la formazione di ossidi in superficie. Il risultato visivo è una marcatura scura, ad alto contrasto, ottenuta grazie alla combinazione tra la leggera ablazione e la precipitazione di ossidi metallici.
Il secondo meccanismo è la modificazione superficiale senza asportazione, che produce marcature chiare o bianche. In questo caso il laser agisce espandendo o ridistribuendo il materiale senza rimuoverlo, alterando la microstruttura superficiale in modo da generare un effetto ottico di contrasto chiaro rispetto al metallo base.
Il terzo, e probabilmente più sofisticato, è il processo di annealing: un trattamento termico localizzato che non comporta alcuna asportazione di materiale.
L’energia laser induce una variazione termica controllata nello strato superficiale, favorendo la precipitazione di ossidi degli elementi presenti nella lega.
Il risultato è una marcatura scura, impalpabile al tatto, con ottimo contrasto visivo. Questo meccanismo sarà approfondito nelle sezioni successive.
Tipologie di Laser per la Marcatura dell’Acciaio
La scelta della sorgente laser influisce in modo determinante sulla qualità, sulla velocità e sull’applicabilità del processo.
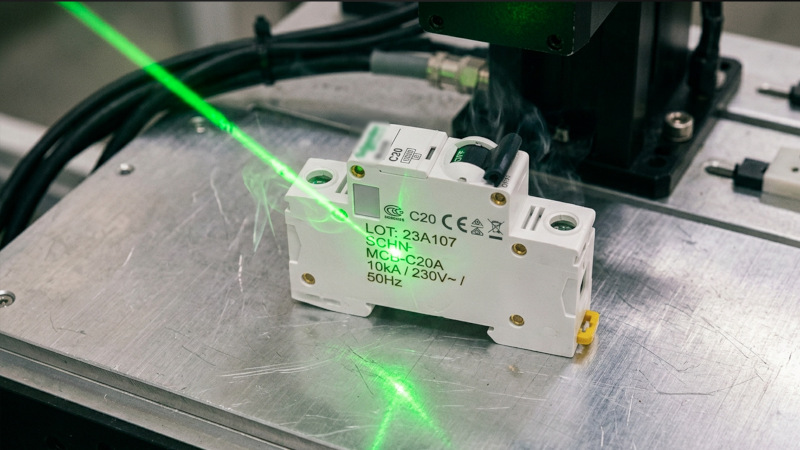
Nell’industria moderna, i laser a fibra in modalità pulsata rappresentano la tecnologia più diffusa per la marcatura su acciaio, grazie all’elevata densità di potenza, alla lunghezza d’onda intorno a 1064 nm (particolarmente adatta all’interazione con superfici metalliche), all’affidabilità e ai bassi costi operativi.
La potenza della sorgente, indicativamente compresa tra 20 e 100 W nelle applicazioni industriali, incide principalmente sulla velocità di marcatura, più che sulla qualità finale del risultato.
Tra le tecnologie disponibili, le sorgenti MOPA (Master Oscillator Power Amplifier) meritano un approfondimento specifico.
A differenza dei laser a fibra tradizionali con Q-switch passivo, i laser MOPA offrono un controllo indipendente della durata e della frequenza degli impulsi.
Questo si traduce in una gestione molto più precisa dell’apporto di calore al pezzo: la zona termicamente alterata (HAZ, Heat Affected Zone) risulta significativamente ridotta, con benefici diretti sulla qualità della marcatura e sull’integrità del materiale circostante.
Per i processi di annealing su acciaio inox, il laser MOPA consente di ottenere ossidazioni controllate con un apporto termico minimo, ampliando le possibilità applicative soprattutto nei settori medicale e della tracciabilità ad alta precisione.
In contesti specifici trovano ancora impiego altri tipi di sorgenti. I laser Nd:YAG pulsati, tecnologia consolidata dagli anni Novanta, sono stati progressivamente sostituiti dai laser a fibra nella maggior parte delle applicazioni standard, ma rimangono presenti in alcune configurazioni industriali già installate.
I laser a CO₂, con lunghezza d’onda intorno a 10,6 μm, non sono in genere adatti alla marcatura diretta su acciai lucidati (il metallo riflette fortemente a quella lunghezza d’onda), ma trovano applicazione su rivestimenti o vernici.
I laser ultracorti a picosecondi o femtosecondi, infine, sono utilizzati per marcature su materiali particolarmente delicati o dove la HAZ deve essere praticamente nulla, come su acciai medicali con superfici trattate o rivestite.

Annealing Laser su acciaio inox: il processo impalpabile ad alto contrasto
L’annealing laser è una tecnica di marcatura che si distingue per l’assenza totale di asportazione di materiale. Il fascio laser riscalda localmente la superficie dell’acciaio a una temperatura sufficiente a innescare la precipitazione di ossidi degli elementi della lega metallica, in particolare il cromo, presente in concentrazioni significative negli acciai inossidabili.
Il risultato è una variazione cromatica superficiale, tipicamente scura o nera, percettibile visivamente ma impercettibile al tatto.
Nei processi di annealing, la pulizia preliminare della superficie assume un ruolo importante per la stabilità del risultato. Residui di olio, contaminanti o ossidazioni pregresse possono alterare localmente l’assorbimento dell’energia laser, generando variazioni cromatiche, perdita di contrasto o disomogeneità nella marcatura finale.
Questo processo funziona in modo ottimale sugli acciai al cromo, in particolare sugli acciai inox (serie 304, 316, 17-4 PH e simili), sul titanio e su alcuni acciai legati contenenti cromo o altri elementi ossidabili.
Su acciai al carbonio privi di elementi leganti come il cromo, l’effetto di annealing è meno prevedibile e può richiedere condizioni operative diverse.
Il vantaggio principale dell’annealing rispetto alla marcatura con micro-asportazione è di particolare rilevanza in ambito medicale.
Quando un laser rimuove materiale dalla superficie di un dispositivo chirurgico in acciaio inox, asporta anche il film passivo di ossido di cromo che protegge la superficie dalla corrosione. Le micro-cavità che ne derivano possono diventare substrati per la proliferazione di batteri e microrganismi, compromettendo la sterilizzabilità dello strumento.
L’annealing, non modificando il profilo superficiale, preserva l’integrità di questo strato protettivo, rendendolo la tecnica preferita nelle applicazioni medicali certificate secondo le indicazioni della normativa ISO 13485 per i sistemi di qualità nel settore medicale.
Con le sorgenti MOPA è possibile eseguire l’annealing controllando in modo molto preciso la durata degli impulsi, riducendo al minimo l’apporto di calore. Questo si traduce in una HAZ estremamente ridotta, in marcature più nitide e in una maggiore ripetibilità del processo, aspetto critico nelle produzioni in serie.
Estendendo il principio dell’annealing, è possibile ottenere marcature a colori su acciaio inox e titanio. Variando i parametri del laser (in particolare la velocità di scansione e la frequenza degli impulsi) si controlla lo spessore dello strato di ossido formatosi, il quale determina, per interferenza ottica, la percezione di diversi colori in superficie.
La palette di colori ottenibili dipende dalla lega in lavorazione e dalle condizioni ambientali; il processo richiede una messa a punto accurata dei parametri e condizioni ambientali controllate.

Vantaggi tecnici della Marcatura Laser Acciaio
La scelta della marcatura laser rispetto ad altre tecnologie di identificazione (punzonatura, elettrochimica, tampografia, serigrafia) si giustifica con una serie di vantaggi tecnici concreti, che riguardano la qualità del risultato, la durabilità e l’integrazione nel processo produttivo.
Dal punto di vista della durabilità, una marcatura laser su acciaio resiste a condizioni operative severe. Nei processi di annealing, in cui non vi è asportazione superficiale, la marcatura mantiene le stesse proprietà chimiche e fisiche del substrato, compresa la resistenza alla corrosione.
Le marcature superficiali ottenute per micro-asportazione controllata, pur modificando leggermente il profilo, rimangono leggibili dopo cicli di sterilizzazione, trattamenti chimici, verniciatura e operazioni di sabbiatura leggera, a seconda dei parametri di processo adottati.
In ambito automotive, i codici DataMatrix marcati laser devono rispettare i requisiti di leggibilità ottica dopo trattamenti termici, fosfatazione e verniciatura: un requisito che la marcatura laser soddisfa in modo sistematico quando correttamente parametrata.
Anche la finitura superficiale dell’acciaio influisce direttamente sulla qualità della marcatura. Superfici lucidate, satinate o sabbiate presentano livelli differenti di riflessione e rugosità, che incidono sul contrasto visivo del codice e sulla leggibilità da parte dei sistemi di visione industriale.
La parametrizzazione del laser deve quindi essere adattata non solo al materiale, ma anche allo stato superficiale del componente.
Altri vantaggi tecnici rilevanti riguardano l’integrazione industriale:
- Assenza di consumabili e di contatto fisico con il pezzo, con eliminazione di variabili legate all’usura degli utensili e al posizionamento.
- Integrazione diretta nelle linee di produzione automatizzate tramite protocolli industriali standard (EtherCAT, Profinet, interfacce I/O) e gestione via software delle varianti di marcatura.
- Flessibilità del contenuto marcato senza costi aggiuntivi: cambio di seriale, codice lotto, data di produzione avviene via software, senza sostituire stampi o matrici.
- Elevata ripetibilità e tracciabilità del processo: i parametri di marcatura sono archiviabili e richiamabili, con possibilità di audit trail nei contesti certificati.
Settori applicativi e tracciabilità industriale
Le applicazioni della marcatura laser su acciaio coprono un insieme ampio di settori industriali, ciascuno con requisiti specifici in termini di leggibilità, durabilità e conformità normativa.
Automotive e tracciabilità di componenti
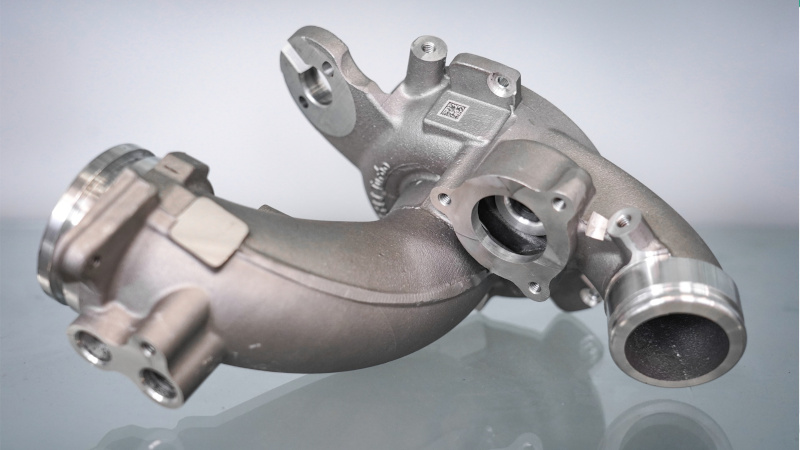
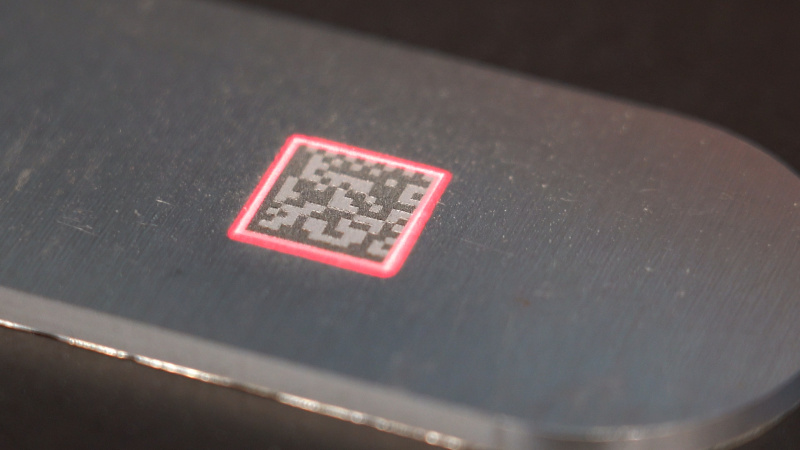
Nel settore automotive la tracciabilità di componenti è un requisito di sistema, non una scelta opzionale. I codici DataMatrix applicati su parti meccaniche (alberi, ingranaggi, involucri di trasmissione, componenti strutturali) devono essere leggibili da sistemi di visione artificiale lungo l’intera catena di fornitura, incluse le fasi post-trattamento.
Per soddisfare questi requisiti, la marcatura viene spesso realizzata combinando più approcci: annealing per le parti in acciaio inox o in acciaio ad alta lega, marcatura superficiale con contrasto scuro per i componenti in acciaio al carbonio, e marcatura bianca per applicazioni dove il fondo del materiale è già scuro.
La leggibilità ottica dei codici DataMatrix, parametro valutato secondo lo standard ISO/IEC 15415, dipende direttamente dal contrasto della marcatura e dall’assenza di deformazioni geometriche della cella: entrambi gli aspetti sono controllabili con precisione attraverso la parametrazione laser.
Dispositivi medicali
Per gli strumenti chirurgici e i dispositivi medicali in acciaio inox e titanio, la marcatura laser con annealing è spesso la tecnica raccomandata per la conformità alle normative di settore.
Il Regolamento Europeo sui Dispositivi Medici (MDR 2017/745) e le linee guida ISO pertinenti richiedono che i dispositivi siano identificati con codice UDI (Unique Device Identification) permanente e leggibile anche dopo più cicli di sterilizzazione.
La marcatura per annealing soddisfa questi requisiti preservando la biocompatibilità superficiale e la resistenza alla corrosione, senza introdurre discontinuità nel profilo della superficie che potrebbero compromettere i processi di pulizia e sterilizzazione.
Aerospaziale e meccanica di precisione
In campo aerospaziale la marcatura laser viene impiegata per l’identificazione di parti di ricambio, la marcatura di numeri di serie e la gestione documentale del ciclo di vita dei componenti.
Le specifiche MIL-STD e le norme AMS (Aerospace Material Specifications) impongono requisiti stringenti sulla permanenza e sulla leggibilità delle marcature, nonché sull’assenza di effetti negativi sulle proprietà meccaniche del materiale.
L’assenza di asportazione propria dell’annealing, unita alla bassa HAZ garantita dalle sorgenti MOPA, soddisfa questi criteri meglio di altre tecnologie.
Altri settori di rilievo includono la produzione di valvole e raccorderia industriale (dove la marcatura laser identifica classe di pressione, materiale e lotto di produzione), la meccanica di precisione (stampi, matrici, componenti di attrezzature), l’elettromeccanica e la componentistica per l’energia.
Hai un componente da marcare?
Contatta EvlaserQuanto costa una macchina Laser per la Marcatura dell’Acciaio in ambito industriale
Valutare il costo di un sistema di marcatura laser per acciaio in ambito industriale richiede un approccio che va ben oltre il prezzo d’acquisto della sorgente.
Il costo totale di integrazione e gestione (TCO, Total Cost of Ownership) dipende da una serie di variabili tecniche e organizzative che è opportuno analizzare separatamente.
I principali fattori che incidono sul costo complessivo sono:
- Tipo e potenza della sorgente laser: le sorgenti MOPA di fascia alta hanno un costo di acquisto superiore ai laser a fibra con Q-switch standard, ma offrono prestazioni migliori nei processi di annealing e una maggiore longevità operativa.
- Configurazione del sistema: stazione manuale, sistema semiautomatico con posizionamento dell’operatore, o cella robotizzata completamente integrata nella linea. La complessità meccanica e l’integrazione software influiscono significativamente sul costo totale.
- Volume e ciclo di produzione: per grandi volumi con cicli brevi, la velocità di marcatura (influenzata dalla potenza della sorgente) diventa un fattore economico diretto in termini di costo per pezzo.
- Costi operativi: i sistemi laser a fibra e MOPA sono praticamente privi di consumabili. I costi ricorrenti riguardano principalmente l’energia elettrica e le manutenzioni preventive, notevolmente inferiori rispetto a sistemi a punzonatura o tampografia.
- Conformità e certificazione del processo: in settori come il medicale o l’aerospaziale, il costo della validazione e della documentazione del processo di marcatura può incidere in modo rilevante sul budget complessivo del progetto.
A differenza delle tecnologie concorrenti, la marcatura laser non comporta costi di utensili da sostituire periodicamente e non produce scarti legati all’usura dei sistemi di impressione.
Questo rende il calcolo del ritorno sull’investimento particolarmente favorevole nelle produzioni con alta variabilità di contenuto marcato o con requisiti stringenti di tracciabilità e certificazione.

La scelta del processo in funzione di materiale e applicazione
La marcatura laser su acciaio trova oggi applicazione in contesti industriali molto diversi, dalle produzioni automotive ai dispositivi medicali, fino ai sistemi di tracciabilità basati su codici DataMatrix.
La scelta del processo corretto, che sia marcatura scura, marcatura bianca o annealing, e della sorgente più adatta, in particolare le moderne piattaforme MOPA, dipende dalle specifiche del materiale, dalla geometria del pezzo e dai requisiti normativi del settore.
Per approfondire le differenze tra marcatura e incisione laser su acciaio, con un focus sui processi di asportazione e sui casi in cui l’incisione rappresenta la soluzione più adeguata, è disponibile un articolo tecnico dedicato Incisione Laser su Acciaio: lavorazioni, vantaggi e sorgenti.