Laser Marking on Metals: principles, technologies and industrial applications
In the landscape of modern industrial manufacturing, laser marking on metal has established itself as the benchmark standard for the permanent identification of components, semi-finished parts, and finished products.
It is not simply about “writing” on a metal surface: laser marking is a process of controlled photonic interaction with the material, whose outcome depends on a series of physical parameters that determine the quality, durability, and readability of the mark.
How Laser Marking on Metals works
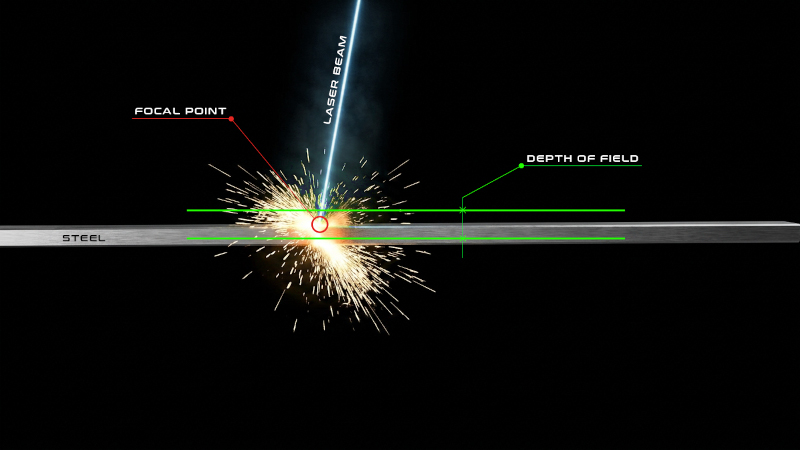
The physical principle of laser marking consists of focusing a coherent and monochromatic beam of light onto the metal surface, transferring energy in a localized and controlled manner.
The galvo scanning system — the core of the marking head — deflects the beam through mirrors controlled by high-speed galvanometric motors, enabling the system to trace complex geometries, text, logos, and codes with a resolution that can reach just a few micrometers.
The main process parameters that the operator must control are:
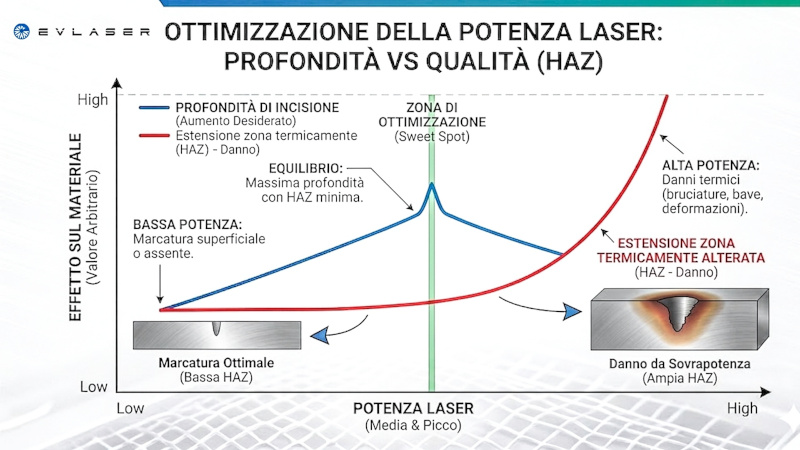
- Average power and peak power: determine the amount of energy delivered to the material per unit of time. Increasing power increases the interaction depth, but also raises thermal effects on the material and expands the HAZ (Heat-Affected Zone).
- Pulse Repetition Rate (PRR): expressed in kHz, it influences the relationship between energy per pulse and accumulated heat. At the same average power, lower frequencies produce more energetic pulses, favoring ablation; higher frequencies favor more distributed thermal effects.
- Pulse duration (pulse width): in pulsed and Q-switched systems, pulses in the nanosecond or picosecond range allow energy to be concentrated in extremely short times, reducing thermal diffusion into the bulk material.
- Scanning speed: the speed at which the beam moves across the surface directly affects the linear energy deposited and, consequently, the contrast and depth of the mark.
- Hatch spacing: the distance between parallel passes when filling solid areas determines the uniformity of the marked surface.
The fiber laser, with a wavelength of 1064 nm in the near-infrared range, is today the industrial standard for metal processing. Compared to CO₂ lasers (10,600 nm), the shorter wavelength ensures significantly higher absorption on metal surfaces, making the process more energy-efficient.
UV lasers (355 nm), while offering extremely small spot sizes useful for micromarking applications, have higher operating costs and lower average power.
Laser Marking on Metals methods: technical and application differences
There are several physical mechanisms through which the laser interacts with the metal surface, and the choice of method depends on the material, the required aesthetic result, and the long-term durability.
Controlled oxidation (black marking)
On carbon steels and ferrous alloys, laser irradiation modifies the surface structure through oxidation, producing oxide layers that appear visually as a high-contrast dark mark.
The process is purely thermal, not ablative: no material is removed, but the surface chemical composition is altered. This allows for sharp black markings without compromising the surface geometry.
Annealing
The reference technique for stainless steel, the annealing process (localized heat treatment) uses laser heat to produce a chromium-iron oxide layer, with colors ranging from gold to blue-violet to black, depending on the thickness of the oxidized layer.
Since no ablation occurs, the surface remains intact, and the marking complies with biocompatibility and corrosion resistance requirements, for example, in surgical instruments and medical devices.
Surface melting (white marking)
At certain combinations of power and speed, the laser locally melts the material, creating a solidified microstructure with different reflectivity compared to the substrate.
The result is a light-colored mark, typically white-silver, with high contrast on dark or anodized surfaces.
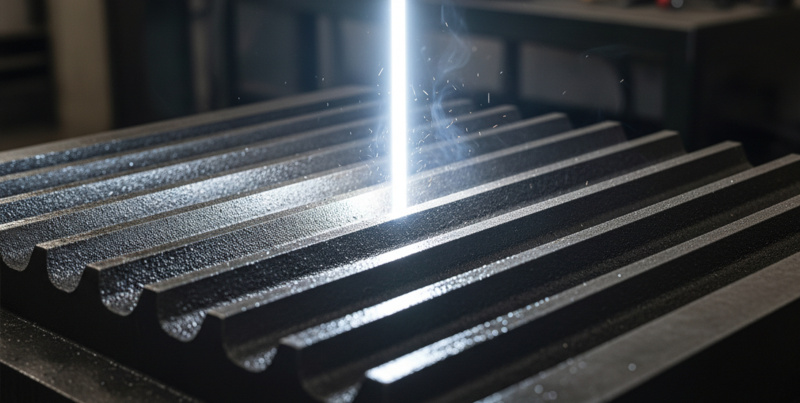
Ablation and deep engraving
Unlike the thermal processes described above, laser engraving involves the physical removal of material through sublimation or vaporization.
The result is a cavity in the surface, whose depth can range from a few tens of micrometers up to several millimeters in the case of deep engraving.
This method is used for molds, structural metal plates, and components subject to intense mechanical abrasion, where surface marking would not ensure sufficient durability.
The difference is therefore not only aesthetic: marking and engraving address different application requirements, and confusing them leads to incorrect technological choices.
Which Metals can be Laser Marked
Laser marking on metal is compatible with a wide range of materials, but the physical properties of the substrate — thermal conductivity, reflectivity, chemical composition — determine the optimal process strategy.
Stainless steel is the primary material in the medical and food & beverage sectors: laser annealing produces high-quality markings without altering corrosion resistance.
Titanium behaves similarly, with even more pronounced color variations depending on the temperature reached.
Aluminum and its alloys have high reflectivity at 1064 nm and high thermal conductivity, requiring optimized process parameters — generally higher power or specific frequencies — to achieve good contrast; surface anodizing, paradoxically, simplifies the process, as the oxide layer absorbs laser radiation more effectively.
Copper alloys and brass are among the most difficult materials to mark at 1064 nm due to near-total beam reflection; in such cases, specific solutions or alternative wavelengths are used.
Precious metals — gold, silver, platinum — are used in technical jewelry and watchmaking, where laser marking ensures micrometric customization without mechanical contact.
Laser Marking Systems
Discover Evlaser TechnologyThe advantages of Laser Marking on Metals and where attention is required
The main advantage of laser marking is the absolute permanence of the mark.
It is not a label or ink subject to deterioration: the marking is an integral part of the material, resistant to mechanical abrasion and aggressive chemical agents (acids, solvents, lubricants), high temperatures, and sterilization cycles.
This durability is the fundamental prerequisite for applications where traceability must be guaranteed throughout the product’s lifecycle.
From an operational perspective, laser markers for metals require no consumables and enable highly efficient process management.
In particular:
- no consumables (inks, solvents, printing plates), reducing operating costs and line downtime;
- low maintenance, generally limited to cleaning optics and periodic beam performance checks;
- high scanning speed — galvo systems exceed 7,000 mm/s — enabling short marking cycles compatible with high production rates.
However, limitations must also be considered. Highly polished or reflective surfaces can cause unwanted reflections that compromise marking quality and, in extreme cases, damage optics.
Metals with high thermal conductivity (aluminum, copper) dissipate heat rapidly, making it harder to accumulate sufficient energy for stable marking.
On treated surfaces — painted, galvanized, passivated — laser marking removes or alters the coating, which can be either desired or problematic depending on the process design.
Finally, on very thin geometries, localized heat buildup may cause dimensional deformation; in such cases, marking is performed in multiple passes or with reduced power per pass.

Industrial Traceability: DataMatrix Codes, UDI and Serialization
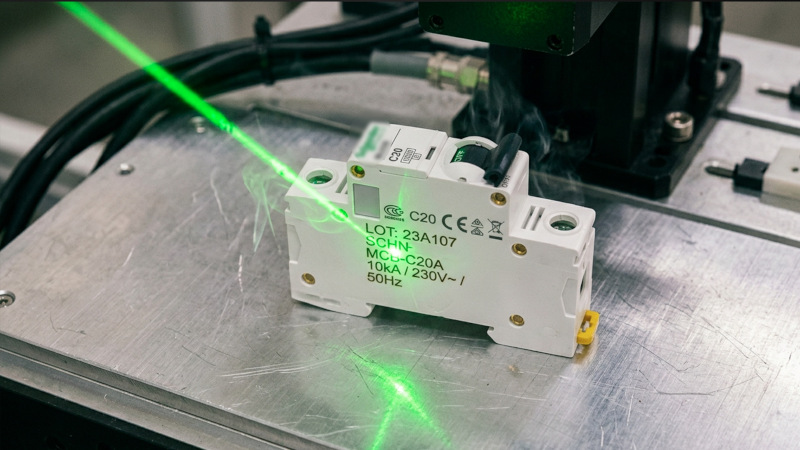
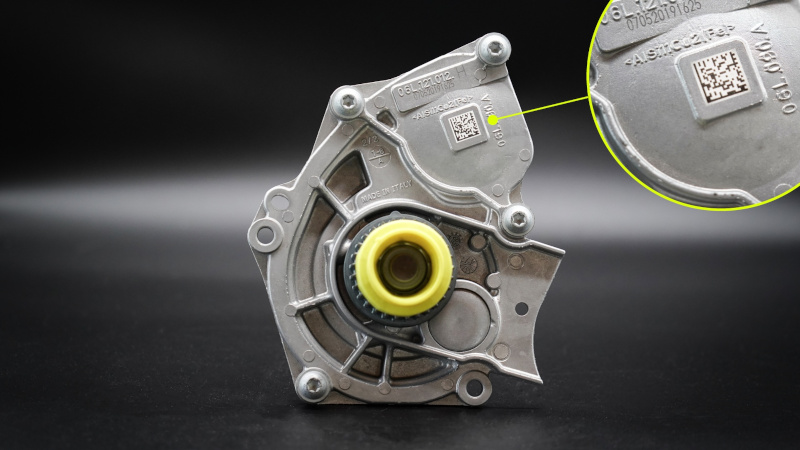
One of the fastest-growing applications of laser marking on metals is industrial traceability using 2D codes.
The DataMatrix code — defined by ISO/IEC 16022 — is now the preferred format for direct part marking (DPM) due to its compact size and built-in redundancy, allowing readability even with partial damage.
Code quality is evaluated according to ISO/IEC 15415, which defines parameters such as contrast, cell uniformity, geometric distortion, and quiet zone margin.
In the medical sector, Unique Device Identification (UDI) required by European regulation MDR 2017/745 mandates permanent marking of devices and instruments with codes readable both visually and by automated systems.
The fiber laser is the most suitable technology for this purpose: the marking is permanent, does not alter material biocompatibility, and can be applied on complex geometries without masking.
The readability of DataMatrix codes by industrial vision systems depends on parameters such as marking contrast, spatial resolution, background uniformity, and lighting angle.
Vision systems integrated downstream of the marking station enable in-line verification of the quality grade of each code, ensuring compliance with customer or regulatory requirements.

Application sectors
Laser marking on metals is used across many industrial sectors, each with specific requirements.
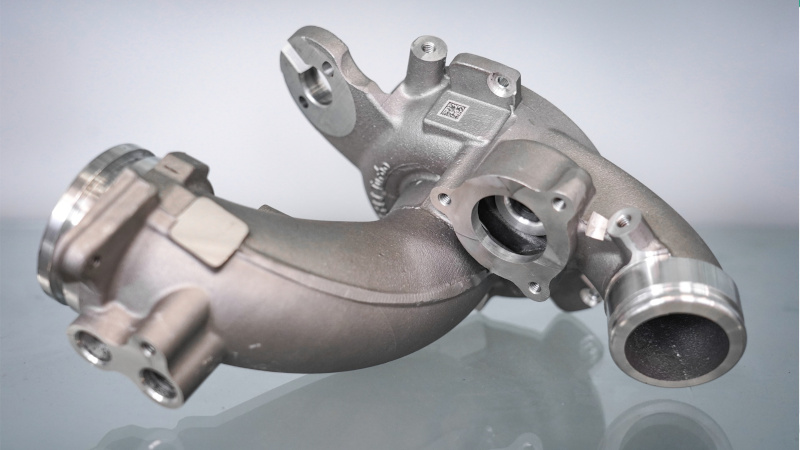
In the automotive sector, traceability of components — from engines to braking systems, from injectors to transmissions — is a regulatory and quality requirement. Laser markers are integrated directly into production lines, often with robotic or gantry systems, enabling high-speed in-line marking without interrupting production flow.
In the medical field, surgical instruments, orthopedic implants, endoscopes, and pharmaceutical containers must carry permanent identifiers compliant with UDI regulations. Laser annealing on stainless steel and titanium ensures markings free of crevices or surface alterations that could compromise sterilization.
In electronics and micromechanics, the need for marking extremely small surfaces — connectors, hybrid circuits, SMD components in metal housings — requires fiber laser systems with near-perfect beam quality (M² close to 1) and short focal length optics.
The promotional and technical jewelry segment uses laser marking on precious metals for high-end customization on watches, pens, accessories, and gift items, achieving aesthetic results that traditional mechanical methods cannot replicate.
Laser Solutions for All Businesses
Discover Evlaser productsHow much does Laser Marking on Metals cost
The cost of a laser marking system for metals varies significantly depending on the required configuration.
A compact benchtop system, with a 20–30 W fiber source intended for small-scale production or prototyping, falls within an accessible entry-level range.
Integrated systems with multi-axis CNC motion, PLC automation interfaces, vision systems, and serialization management require significantly higher investments, proportional to integration complexity.
Factors influencing price include:
- laser source power,
- type of scanning head (working field, speed),
- presence of motion axes,
- integration with ERP/MES systems for traceability data management,
- and the required level of automation.
To this must be added the cost of control software, which in high-end systems includes modules for font management, DataMatrix generation, database integration, and in-line quality verification.
From a total cost of ownership perspective, laser marking offers a favorable profile in the medium to long term:
- no consumables,
- reduced routine maintenance,
- and long lifespan of the fiber laser source — typically 100,000 operating hours as declared by leading manufacturers —
make the cost per marked part competitive compared to alternative technologies, even at medium production volumes.