When discussing laser sandblasting, we refer to an approach that is increasingly widespread in industrial environments for surface cleaning and preparation.
The growing focus on treatment quality, environmental sustainability, and integration into automated processes has contributed to the adoption of this technology as an alternative to traditional sandblasting.
What is Laser Sandblasting
In industrial contexts, the term laser sandblasting is used to describe an advanced surface cleaning process that serves as an alternative to traditional sandblasting in cases where greater control, selectivity, and result quality are required.
Rather than being a standalone technology, it is an application mode of laser cleaning that allows intervention on metal surfaces and technical materials while reducing mechanical impact on the workpiece and improving process repeatability.
Its use has spread especially in production environments where conventional sandblasting shows operational limitations, for example in the presence of tight tolerances, strict environmental requirements, or the need for integration into automated lines.
In this sense, laser sandblasting represents not only a technological evolution, but also a shift in the approach to managing surface preparation processes.
To better understand the operational differences, it is useful to compare this approach with traditional sandblasting.
Traditional Sandblasting vs Laser Sandblasting: from an abrasive process to a controlled one
Conventional sandblasting operates through mechanical impact: a stream of abrasive material (silica sand, corundum, steel shot, glass beads) is projected at high speed onto the surface to be treated.
The result depends on abrasive grain size, operating pressure, and angle of incidence, but the process itself is inherently non-selective: it acts on everything it hits, including the substrate.
This results in:
- progressive wear of nozzles and conveying systems,
- generation of dust requiring extraction systems and regulated disposal,
- recurring costs for abrasive replenishment,
- and operational limitations in confined environments or near sensitive components.
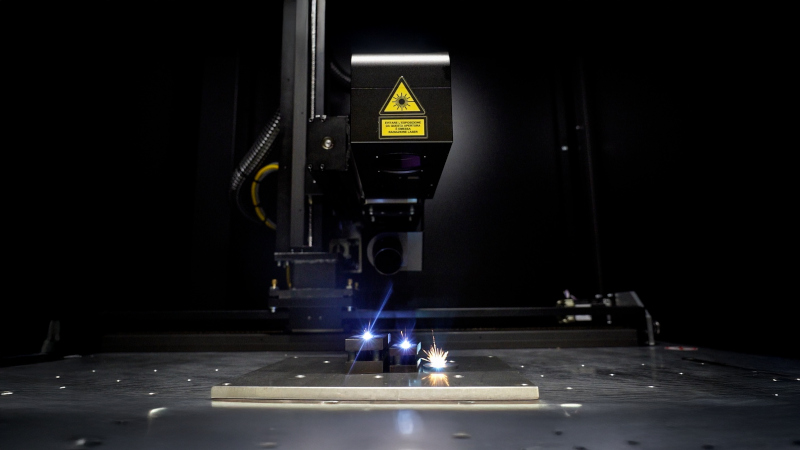
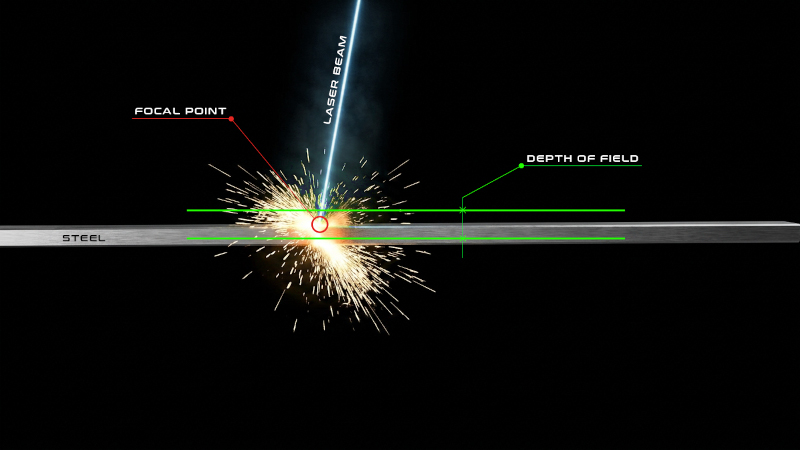
Laser sandblasting eliminates these issues at the source. The process occurs without mechanical contact and without abrasive materials: a pulsed laser beam, typically generated by fiber sources with a wavelength of 1064 nm, is focused on the surface and removes unwanted material through a photothermal ablation mechanism.
The energy of the laser pulse — delivered in time windows on the order of nanoseconds — induces extremely rapid and localized heating of the surface layer, causing vaporization or thermal shock ejection of contaminants or oxides, while the underlying substrate, being more thermally conductive and having a higher ablation threshold, remains essentially unaffected.
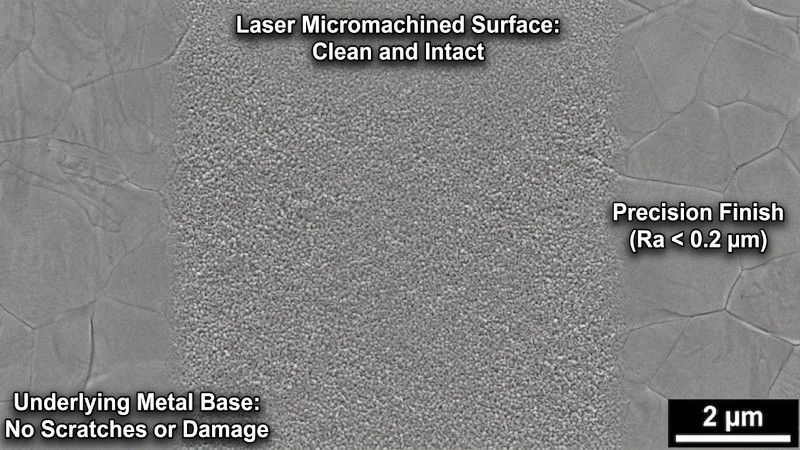
From a surface quality perspective, the two processes produce different and not always interchangeable results. Mechanical sandblasting creates a surface roughness (Ra) typically between 3 and 12 µm depending on the abrasive, with an irregular but statistically uniform profile, favorable for primer and coating adhesion.
Laser sandblasting, on the other hand, can achieve surfaces that are significantly cleaner in chemical terms — virtually free from abrasive residues or embedded contaminants — with roughness controllable within narrower ranges, but generally lower than aggressive mechanical abrasion.
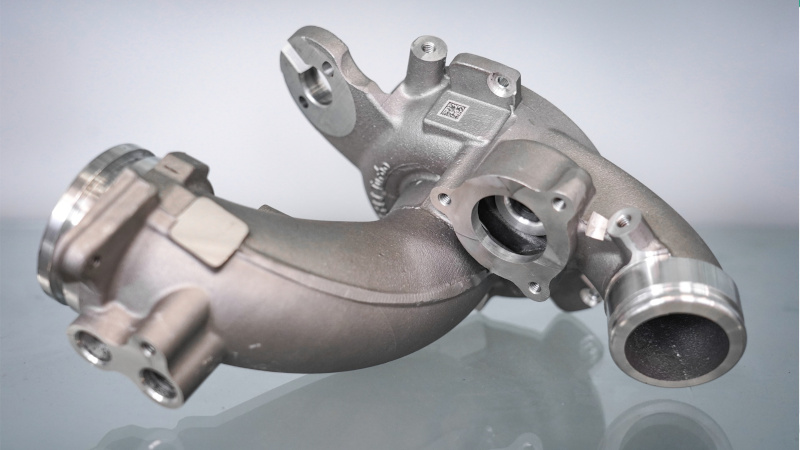
This makes it preferable for pre-welding preparation, treatment of aerodynamic components, and in all cases where the geometric tolerance of the part does not allow significant material removal.
Traditional sandblasting, however, retains a competitive advantage in high-volume, low-value parts where process speed and cost per square meter are dominant parameters.
Operational advantages of Laser Sandblasting
The advantages of laser sandblasting go beyond result quality and involve aspects related to safety, sustainability, and process management.
In particular, these benefits can be summarized into three main areas:
- operator safety and risk management,
- environmental sustainability and waste reduction,
- process control and operational precision.
Regarding operator safety, laser systems are classified according to the IEC 60825-1 standard. A fiber laser of several hundred watts typically falls into Class 4, requiring strict safety measures: physical barriers, interlock devices, specific PPE, and certified operator training.
However, the most advanced industrial systems — laser sandblasting machines designed for in-line integration — house the laser source in fully enclosed and shielded environments with controlled access, effectively achieving Class 1: safe under normal operating conditions without additional protection for external operators.
This aspect is particularly relevant when assessing the impact on existing company safety procedures.
From an environmental standpoint, the elimination of abrasives is the primary differentiating factor.
No spent abrasive waste is generated, airborne dust production is significantly reduced (ablation residues are captured by localized extraction systems), and surface contamination from embedded sand or corundum particles is avoided.
For companies subject to strict environmental requirements or operating in certified sectors, this cleaner environmental profile represents a measurable advantage.
A technical aspect often overlooked concerns the type of laser source. In industrial laser cleaning processes, pulsed lasers are almost invariably preferred over continuous wave (CW) lasers.
The reason is physical: with pulsed emission, all energy is concentrated into a very short pulse (picoseconds or nanoseconds), producing a very high peak power density — on the order of 10⁷–10⁹ W/cm² — sufficient to exceed the ablation threshold of contaminants without excessive heat accumulation in the substrate.
A CW laser at the same average power would dissipate heat more gradually, increasing the risk of substrate heating, deformation, and reduced selectivity.
Pulsed fiber lasers are now the de facto standard for this application, with repetition rates ranging from a few kHz up to hundreds of kHz and adjustable pulse durations to suit different substrates and contaminants.
Operational limitations to consider
An objective technical evaluation must also include the limitations of laser sandblasting.
In industrial contexts, these aspects can be summarized into three main factors:
- process speed on large surfaces,
- higher initial investment,
- greater complexity in parameter setup.
The main limitation is process speed on large surfaces: for extensive applications on large structures or sheet metal, a portable laser sandblaster or fixed system does not match the productivity of a conveyor-based shot blasting system. Scanning systems with galvanometric heads improve coverage, but on areas of several square meters, cycle time remains longer than the mechanical equivalent.
The initial investment is a second factor to consider carefully. The purchase cost of an industrial laser cleaning system is significantly higher than that of an equivalent conventional sandblasting system.
This gap decreases over time when considering operating costs (no abrasives, reduced maintenance, lower disposal costs), but it requires a multi-year evaluation horizon.
A third aspect concerns parameterization: unlike mechanical sandblasting, where key parameters (pressure, grain size, angle) are intuitive, laser cleaning requires defining energy per pulse, frequency, scanning speed, spot size, and number of passes — variables that must be tested and validated for each substrate/contaminant combination.
This translates into an investment of time and expertise during the setup phase, which must be planned before production starts.

Industrial applications: where Laser Sandblasting shows its full potential
Three application areas account for the majority of industrial uses of laser sandblasting. Mold cleaning is a representative example: molds for plastic injection, die casting, or hot forming accumulate material residues on textured surfaces and in fine cavities.
Mechanical sandblasting risks altering surface finishes and dimensional tolerances; the laser, operating in a selective and controlled way, removes residues without affecting the mold profile, enabling more frequent, in-place cleaning cycles without disassembly.
Rust and oxide removal from metals — laser sandblasting of metals in its most direct sense — is another rapidly growing application area. On steels, aluminum alloys, and stainless steels, the laser removes oxide layers selectively with respect to the base metal, delivering chemically much cleaner results compared to mechanical abrasion.
This is particularly relevant in pre-welding surface preparation, where the presence of oxides or organic contaminants in welding areas compromises joint quality and can generate porosity or inclusions.
Weld quality tests (ultrasound, radiography) consistently show improved results on laser-prepared surfaces compared to mechanically sandblasted ones.
From a production integration perspective, laser sandblasting is naturally suited to automation. A laser system can be mounted on six-axis anthropomorphic robots or cartesian gantries, with CAD-programmed trajectories, and integrated into production lines via standard industrial protocols (Profinet, EtherCAT) with PLCs and MES systems.
Enclosed laser cleaning cells allow compliance with Class 1 safety requirements while maintaining full operational accessibility to the line.
In automated production environments, the laser can also operate in in-process mode, treating the part between production steps without dedicated stations, reducing overall cycle times.
Laser Cleaning Systems
Discover Evlaser ProductsMain application sectors
The laser sandblasting market is concentrated in three macro-sectors:
- The automotive sector is the main driver: the need for precise surface preparation on structural components (frames, cross members, body shells), molds for interior components, and transmission parts has driven the adoption of laser systems integrated into robotic cells.
- The aerospace sector, where surface quality and process traceability requirements are much stricter, uses laser cleaning for removing paints and primers from aluminum and titanium components, both in maintenance and production, with process documentation that can be monitored and recorded with a level of precision not achievable with mechanical sandblasting.
- The broader manufacturing sector — from precision mechanics to energy components — represents the largest growth area, driven by the expansion of robotic systems and the push toward more sustainable processes.
Laser cleaning is also used in industrial maintenance, for treating surfaces of large plants and metal structures, typically using portable laser sandblasters that enable on-site intervention without the need for blasting cabins.
How much does Laser Sandblasting cost: evaluating TCO
Assessing the cost of a laser sandblasting system based only on purchase price is a partial and often misleading approach.
A proper evaluation must consider several factors that impact total cost over time:
- system configuration and level of automation,
- laser source power and integrated components,
- operating and maintenance costs over the long term,
More compact systems, designed for manual or semi-automated applications, fall into lower investment ranges compared to high-power integrated systems for automation, where the investment includes the laser source, scanning head, fume extraction system, robotic integration, and control software.
The price range is wide and depends on source power (from 50 W up to 2000 W and beyond), level of automation, cell configuration, and process software.
The correct approach is to evaluate the Total Cost of Ownership (TCO) over a 5–10 year horizon.
Laser sandblasting operating costs are structurally lower:
- no recurring purchase of abrasives,
- energy consumption comparable to or lower than high-pressure pneumatic systems,
- reduced maintenance costs (fiber sources have high MTBF, typically over 100,000 hours for the diode source),
- near-zero waste disposal costs.
The cost of machine downtime for maintenance and cleaning of traditional systems must also be considered, which is significantly reduced in laser systems.
For high value-added applications — molds, aerospace components, tight-tolerance automotive parts — the laser TCO becomes competitive even over relatively short timeframes, especially when considering surface quality and scrap reduction.
Custom Laser Solutions
See Evlaser ProductsWhy Laser can replace sandblasting: when to evaluate the transition
Laser sandblasting is not a universal solution for every surface cleaning application, but in specific industrial contexts it represents the technically superior choice.
Those working with tight-tolerance components, surfaces requiring controlled roughness, materials that cannot tolerate embedded abrasive residues, or processes that must be documented and repeatable have strong reasons to seriously consider the transition.
The signals indicating that this evaluation is mature are clear and recurring in industrial environments:
- traditional sandblasting generates non-conformities related to residues or geometric alterations,
- maintenance of conventional systems significantly impacts operating costs,
- the company operates in sectors subject to strict environmental regulations on dust and abrasive disposal,
- automation of a production line is underway or planned, where the laser can be integrated without dedicated stations.
In all these scenarios, laser sandblasting — or more precisely laser cleaning — is not a niche alternative, but a logical and measurable evolution of the surface preparation process.
In this sense, the choice between traditional sandblasting and laser sandblasting is not just a technological evaluation, but a decision linked to the type of production, the value of the component, and the goals of quality, efficiency, and process sustainability.
THE BEST LASER SOLUTIONS FOR YOUR REQUIREMENTS
Fill out the form to discover how our industrial laser systems can optimize your production and improve work quality.
How can we help you?