L’annealing è una tecnica di marcatura laser particolarmente indicata quando il risultato richiesto non è un’incisione visibile al tatto, ma un cambiamento di colore stabile e uniforme della superficie metallica.
A differenza della marcatura per ablazione, che rimuove fisicamente uno strato di materiale, l’annealing agisce riscaldando la superficie in modo controllato fino a scurirla o colorarla, senza intaccare il profilo geometrico del pezzo. È una distinzione che nella pratica industriale fa la differenza tra un componente che mantiene inalterate le proprie tolleranze dimensionali e uno che invece presenta una micro-incisione, per quanto minima.
Nell’esperienza applicativa maturata su acciai inossidabili, leghe leggere, titanio e superleghe, questa distinzione emerge con particolare evidenza nei settori industriali di fascia alta, dove la marcatura non può mai rappresentare un compromesso rispetto alle prestazioni del componente.
Comprendere il principio fisico alla base dell’annealing, e non solo il risultato estetico che produce, è ciò che permette di scegliere questa tecnica in modo consapevole al posto della marcatura tradizionale.

Cos’è l’Annealing?
Il termine annealing genera spesso ambiguità terminologica, perché in metallurgia identifica un trattamento termico volumetrico, la ricottura, che ha lo scopo di modificare la struttura cristallina di un materiale per ridurne la durezza o le tensioni interne, in genere tramite forno e cicli di riscaldamento e raffreddamento su tutto il pezzo.
L’annealing di cui si parla in questo articolo è un fenomeno completamente diverso, circoscritto alla marcatura laser: si tratta di un’alterazione cromatica puramente superficiale, prodotta da un riscaldamento localizzato di pochi micrometri di spessore, che non modifica la struttura metallurgica del componente nella sua interezza.
Nella marcatura laser, l’annealing marking (detto anche laser annealing o, semplicemente, annealing marcatura laser) produce quindi un effetto annealing visibile come una colorazione, generalmente scura ma sensibile alla lega, del metallo.
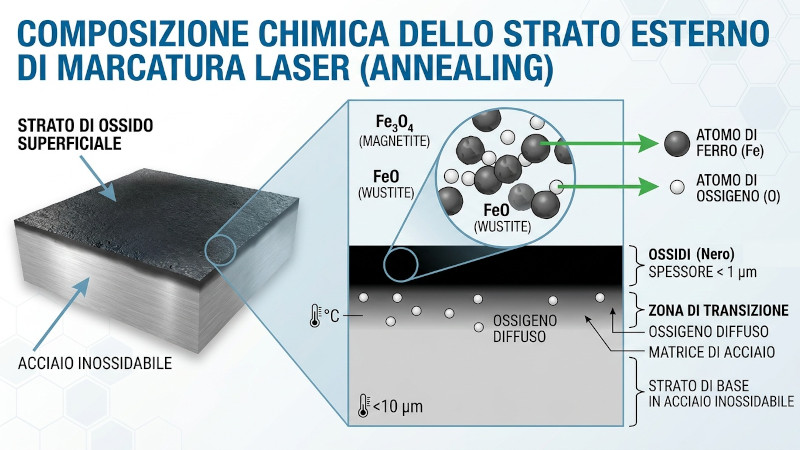
Il meccanismo non prevede asportazione di materiale: la superficie resta fisicamente intatta, e ciò che cambia è la composizione chimica dello strato più esterno, dove si formano ossidi metallici responsabili del nuovo colore.
Come funziona l’Annealing Laser e a cosa serve?
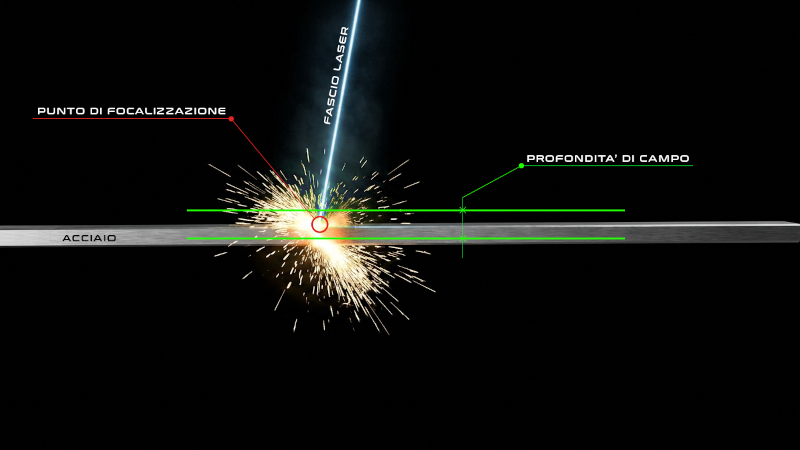
Il processo di annealing sfrutta una caratteristica particolare del fascio laser che, nella marcatura per ablazione, viene solitamente evitata: la zona immediatamente successiva al punto di fuoco, dove l’energia non è concentrata al massimo della sua densità. In questa condizione, nota come defocus, il fascio distribuisce l’energia su un’area più ampia rispetto al punto di fuoco, riducendo la densità di potenza istantanea.
Questo è esattamente ciò che serve per ottenere un riscaldamento controllato della superficie invece che una rimozione di materiale: l’obiettivo non è vaporizzare o fondere il metallo, ma portarlo a una temperatura sufficiente da innescare una reazione di ossidazione localizzata.
Va precisato che il defocus è una condizione operativa che rende disponibile un livello di densità di potenza compatibile con l’annealing, non il principio fisico che da solo ne determina il risultato: la formazione dello strato di ossido dipende sempre dall’azione congiunta di assorbimento del materiale, gestione del calore e parametri di impulso, descritta nei paragrafi seguenti.
Il punto di partenza è l’assorbimento dell’energia luminosa da parte del materiale, un fenomeno che dipende in modo diretto dalla lunghezza d’onda del laser e dal coefficiente di assorbimento specifico della lega trattata.
Ogni materiale assorbe e riflette la luce in proporzioni diverse a seconda della propria composizione e dello stato della superficie: una superficie più riflettente richiede un apporto energetico maggiore per raggiungere la stessa temperatura di una superficie che assorbe più efficacemente la radiazione. L’energia assorbita viene convertita in calore, e da qui inizia la fase più delicata del processo, quella della gestione del gradiente termico.
Il calore generato dal fascio non rimane confinato nel punto di impatto, ma si propaga all’interno del materiale secondo meccanismi di diffusione che dipendono dalla conducibilità termica e dalla capacità termica specifica della lega.
Una lega con conducibilità termica elevata disperde il calore più rapidamente verso le zone circostanti, rendendo più difficile mantenere un innalzamento di temperatura localizzato e ripetibile; una lega con conducibilità più bassa, al contrario, tende a trattenere il calore in prossimità della superficie, favorendo la formazione dello strato ossidato ma aumentando il rischio di un’estensione della zona termicamente alterata oltre l’area desiderata.
Il risultato finale, in termini di intensità e uniformità del colore, dipende quindi dall’equilibrio tra energia fornita, velocità con cui questa energia viene dissipata nel materiale e tempo di interazione tra fascio e superficie.

Parametri di Processo
Parametri come potenza, velocità di scansione, durata dell’impulso, frequenza, dimensione dello spot e grado di defocus intervengono tutti su questo equilibrio, e la loro combinazione determina se il calore accumulato sarà sufficiente a produrre un’ossidazione visibile senza però superare la soglia oltre la quale si passa a fenomeni di fusione superficiale o, peggio, di ablazione indesiderata.
È proprio questa interazione tra parametri di processo e comportamento termico del materiale a rendere l’annealing una tecnica che richiede una messa a punto attenta, diversa da lega a lega e persino da lotto a lotto quando cambiano le condizioni superficiali di partenza.
La sequenza fisica può essere quindi riassunta in modo lineare: l’energia luminosa viene assorbita dalla superficie, si trasforma in calore, il calore innalza la temperatura del materiale in modo controllato e localizzato e, superata la soglia di attivazione, si forma o si modifica lo strato di ossido responsabile della marcatura.
Il colore che ne risulta non è un pigmento aggiunto, ma un effetto ottico legato allo spessore e alla composizione di questo strato, motivo per cui la stessa impostazione di processo può produrre tonalità diverse su leghe differenti, e perché non è corretto affermare che l’annealing produca sempre lo stesso risultato cromatico indipendentemente dal materiale trattato.

Quali sorgenti Laser possono essere utilizzate per l’Annealing
Non tutte le sorgenti laser si prestano allo stesso modo a un processo che richiede un controllo fine dell’apporto termico piuttosto che un’elevata capacità di asportazione. La caratteristica che distingue una sorgente adatta all’annealing da una pensata per l’incisione profonda è la possibilità di modulare con precisione la durata e la forma dell’impulso, in modo da dosare l’energia trasferita al materiale ed evitare che il calore si accumuli oltre il necessario.
I laser in fibra con durata dell’impulso nell’ordine dei nanosecondi con una durata dell’impulso fissata dall’architettura della cavità, rappresentano la base tecnologica più diffusa per l’annealing industriale: offrono un buon compromesso tra potenza, affidabilità e costo di gestione, risultando adatti alla maggior parte delle applicazioni su acciaio inox e leghe metalliche comuni.
Il limite di questa configurazione è che la durata d’impulso non modificabile restringe la finestra di spessori dell’ossido raggiungibile, e con essa la gamma di tonalità ottenibili in modo ripetibile: al di fuori di quella finestra il processo scivola verso una sotto-ossidazione poco marcata, oppure verso un eccesso termico che compromette la nitidezza del bordo.
Quando è richiesto un controllo più fine, la scelta si sposta verso i laser MOPA (Master Oscillator Power Amplifier), la cui architettura separa l’oscillatore che genera l’impulso dallo stadio di amplificazione, consentendo di variare in modo indipendente durata dell’impulso e frequenza di ripetizione.
Questo amplia in modo sostanziale l’intervallo di spessori dell’ossido raggiungibili con la stessa sorgente e, di conseguenza, la gamma di colori ottenibili in modo ripetibile sulla medesima lega: a parità di componente, la sorgente MOPA permette di restare entro una finestra di processo più ampia e stabile, riducendo la variabilità cromatica tra un pezzo e l’altro nella produzione in serie, un aspetto che nella marcatura di precisione pesa quanto il contrasto ottenuto sul singolo pezzo.
Nei contesti in cui la zona termicamente alterata deve essere ridotta al minimo indispensabile, come nella marcatura di componenti medicali o di leghe particolarmente sensibili al calore, si ricorre a sorgenti a impulsi ultracorti, in particolare laser picosecondi.
Il motivo per cui questa tecnologia viene preferita nelle applicazioni medicali più critiche è fisico prima ancora che applicativo: quando la durata dell’impulso è inferiore al tempo caratteristico di diffusione del calore nel materiale, l’energia si esaurisce prima che il calore abbia il tempo di propagarsi verso le zone circostanti, producendo una zona termicamente alterata sensibilmente più contenuta rispetto a un impulso di durata maggiore, a parità di energia trasferita.
Nel medicale il vantaggio non è solo estetico: una minore alterazione termica riduce il rischio di modificare la microstruttura superficiale della lega, preservando resistenza alla corrosione e biocompatibilità su strumenti chirurgici e impianti.
Altre tecnologie, come i laser Nd:YAG, restano operative in installazioni esistenti ma sono state in larga parte sostituite dai laser in fibra, mentre le sorgenti CO2, scarsamente assorbite dai metalli lucidi, trovano impiego solo su rivestimenti o superfici verniciate.
Vantaggi ed eventuali limiti della Marcatura Laser Annealing
Il vantaggio più immediato dell’annealing rispetto alla marcatura per ablazione o incisione laser è l’assenza di asportazione di materiale: il profilo superficiale del componente resta invariato, così come le sue proprietà meccaniche e le sue tolleranze dimensionali.
Questo aspetto è determinante ogni volta che la marcatura non deve introdurre discontinuità superficiali, sia per ragioni di resistenza a fatica, sia per ragioni di igiene e pulibilità della superficie, dal momento che l’assenza di micro-incavi riduce i punti in cui possono depositarsi residui o contaminanti.
Accanto a questo, l’annealing offre marcature resistenti alla corrosione e stabili nel tempo, in grado di sopportare cicli ripetuti di pulizia, passivazione o sterilizzazione senza perdere leggibilità, un requisito centrale in molti ambiti regolamentati. Tuttavia, la tecnica presenta anche dei limiti che vanno considerati in fase di scelta:
- il risultato cromatico dipende fortemente dal tipo di materiale, dalla sua composizione lega per lega e dai parametri di processo utilizzati, per cui non tutti i metalli restituiscono lo stesso livello di contrasto o la stessa gamma di colori
- su materiali con bassa propensione a formare ossidi stabili in superficie, o su leghe molto riflettenti, ottenere un contrasto elevato può risultare più complesso rispetto a una marcatura per ablazione
- la finestra di processo è generalmente più stretta rispetto ad altre tecniche, perché un apporto termico eccessivo può portare a fusione superficiale o a un’estensione indesiderata della zona termicamente alterata
Per questo motivo, quando l’obiettivo prioritario è un contrasto massimo indipendentemente dal materiale, oppure quando è necessaria una marcatura più profonda e visibile anche dopo trattamenti superficiali aggressivi come la verniciatura o l’anodizzazione, la marcatura per ablazione o incisione resta spesso la soluzione più indicata.
L’annealing, invece, si conferma la scelta preferibile ogni volta che la priorità è preservare l’integrità superficiale del componente insieme a un risultato estetico e funzionale duraturo.
Scopri le Soluzioni Evlaser
Marcatori Laser IndustrialiApplicazioni tipiche e settori
Il settore medicale è probabilmente quello in cui l’annealing trova l’impiego più critico dal punto di vista funzionale, non solo estetico. Su strumenti chirurgici, impianti in titanio, stent e componenti biomedicali, una marcatura ottenuta per incisione o ablazione lascerebbe micro-discontinuità superficiali in cui possono annidarsi residui organici o agenti contaminanti, con un rischio concreto in termini di sterilizzabilità del dispositivo.
Un esempio ricorrente è la marcatura dei codici UDI (Unique Device Identification), spesso in formato Data Matrix, richiesta dai regolamenti europei sui dispositivi medici e dalle normative statunitensi in materia: il codice deve restare leggibile per tutta la vita utile del dispositivo e superare ripetuti cicli di autoclave e passivazione chimica senza perdere contrasto, un risultato che l’annealing raggiunge proprio perché non lascia sulla superficie i punti di innesco su cui i trattamenti di sterilizzazione tendono ad agire nel tempo.
Sugli impianti in titanio e sugli stent, dove il componente resta a contatto diretto e prolungato con i tessuti, la stessa marcatura contribuisce a mantenere la superficie biocompatibile e priva di ossidazioni indesiderate.

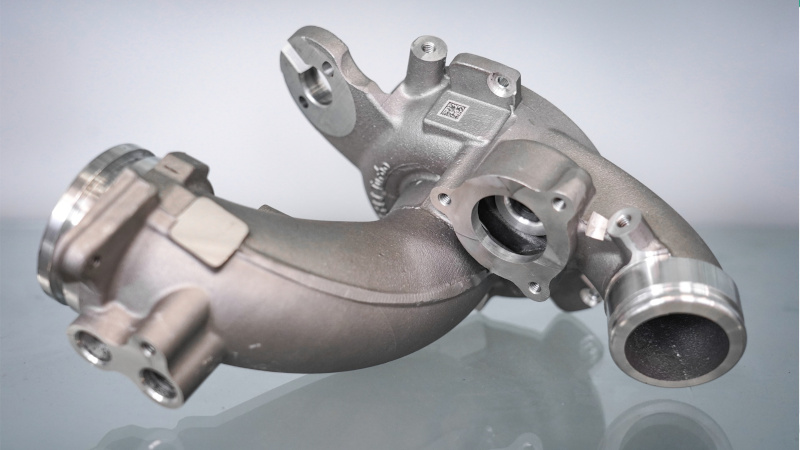
Nel settore aerospaziale, l’annealing viene impiegato sulla marcatura di turbine, palette e componenti realizzati in superleghe, dove sollecitazioni meccaniche e termiche estreme rendono ogni discontinuità superficiale un potenziale punto di innesco per cricche da fatica.
La marcatura tipica in questo ambito riguarda la serializzazione del singolo componente, spesso tramite Data Matrix o codici alfanumerici abbinati a numero di lotto e part number, per garantire la tracciabilità lungo l’intero ciclo di vita del pezzo, dalla produzione fino alla manutenzione e alla revisione periodica.
La marcatura deve restare leggibile e stabile per tutta la vita utile del componente, senza introdurre fenomeni di corrosione localizzata o alterazioni della microstruttura superficiale.
Nell’automotive, l’annealing viene scelto per marcare componenti di precisione, come ingranaggi o parti di sistemi di iniezione, che non possono subire variazioni dimensionali, oppure quando si desidera un risultato estetico uniforme su parti a vista.
Anche qui la marcatura assume spesso la forma di codici Data Matrix o seriali alfanumerici, utilizzati per la tracciabilità lungo la filiera produttiva e per la gestione di eventuali richiami mirati a lotto.
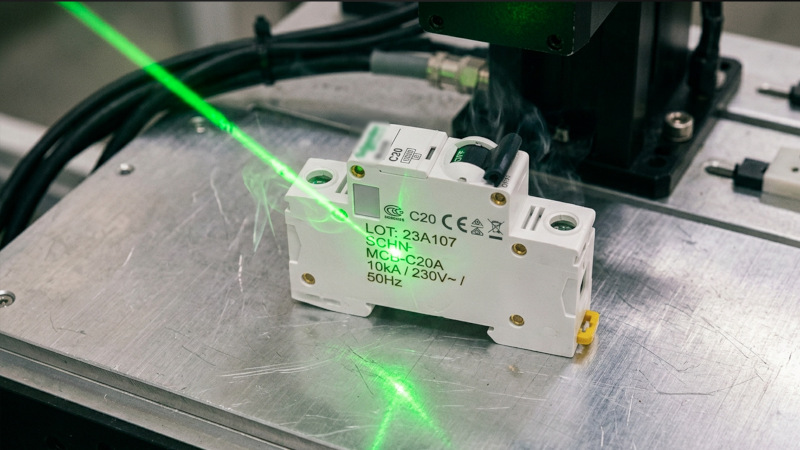
Nell’elettronica e nella microelettronica la tecnica trova impiego sulla marcatura di connettori, contatti e piccoli housing metallici, dove il calore trasferito deve restare estremamente contenuto per non danneggiare parti delicate nelle immediate vicinanze della zona marcata: in questi contesti la capacità di modulare con precisione durata dell’impulso ed energia, tipica di MOPA e picosecondo, diventa determinante per ottenere una marcatura leggibile senza compromettere l’integrità del componente.

Perché scegliere l’Annealing quando la superficie non può cambiare
L’annealing dimostra il suo valore proprio nei contesti in cui la marcatura non può essere considerata un’operazione a sé stante, ma deve integrarsi senza compromessi con le prestazioni del componente su cui viene applicata.
È un principio che l’esperienza applicativa su commesse industriali di fascia alta conferma con costanza: la qualità di una marcatura annealing si misura tanto nel contrasto cromatico ottenuto quanto nella capacità di quella marcatura di resistere, nel tempo, alle stesse condizioni operative a cui è sottoposto il componente.
Per questo l’annealing non va inteso come un semplice sostituto della marcatura tradizionale, ma come una tecnica con un campo di applicazione proprio, particolarmente rilevante ovunque affidabilità, biocompatibilità e precisione dimensionale non siano negoziabili.